 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

不锈钢药芯焊丝焊接工艺:1、要获得美观均匀的焊缝很大程度上取决于正确掌握熔池的温度。当发现熔池增大出现下凹,说明熔池温度过高,这时应迅速减少焊枪与工件的夹角,并加快焊接速度。当熔池小焊缝窄而高时,说明熔池温度低,这时应增大焊枪与工件的夹角,减慢焊接速度,减少焊丝添加量。2、焊接时焊枪要等速移动,禁止...

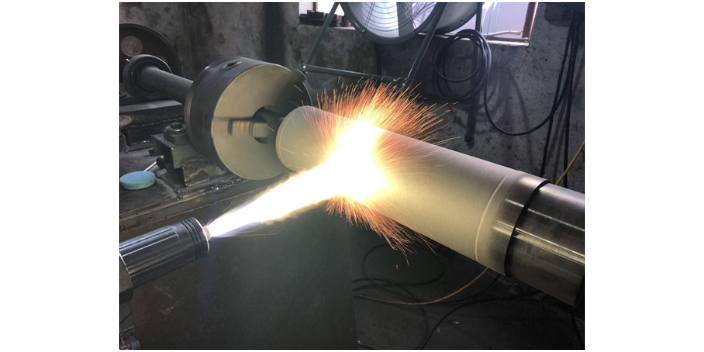
等离子堆焊技术具有母材冲淡率低,熔深小,堆焊层组织均一。等离子堆焊工艺能达到高程度自动化,能用电脑精确控制。堆焊材料的多样化,可以是合金棒,也可以是合金或金属陶瓷粉末.使用气或水雾化合金粉末,能使用无法加工成棒材或线材的超硬材料及复合粉末材料。极高的利用率,在确定合理的粉末材料及工艺规范前提下,可达...

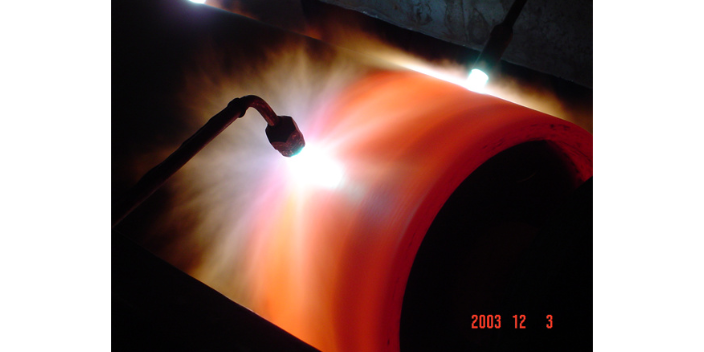
等离子堆焊存在的主要问题及发展前景:因为等离子堆焊主要以金属粉末作为堆焊材料,并且大部分堆焊材料系自熔性合金,堆焊质量对粉末质量的依赖性很大。在堆焊过程中会有少量粉末飘散而造成浪费。在堆焊过程中因粉末飞溅,长时间施焊易产生粘喷嘴现象,在堆焊较粘人材料,例如镍基合金时,这个问题尤其突出,已经成为影响工...

药芯焊丝的种类与特性:低碳钢及高强钢用药芯焊丝:这类焊丝大多数为钛型渣系,焊接工艺性好、焊接生产率高,主要用于造船、桥梁、建筑、车辆制造等。低碳钢用药芯焊丝品种较多,从焊缝强度级别上看抗拉强度490MPa级和590Mpa级的药芯焊丝已普遍使用;从性能上看,有的侧重于工艺性能,有的侧重于焊缝力学性能和...

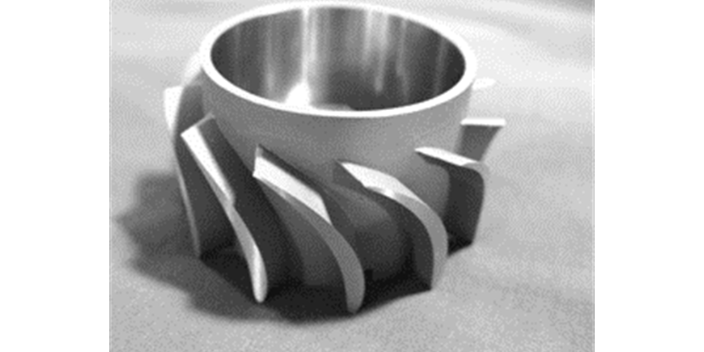
司太立合金铸件适用于核电、石化、电力、电池、玻璃、轻工、食品等诸多领域。具有耐磨、耐蚀、抗氧化和耐高温特性。常用的产品有阀芯、阀座、轴类、轴套、泵类部件,玻璃、电池模具、喷嘴及切割刀具等。合金类别有:Co基合金铸件、Ni基合金铸件、Fe基合金铸件。司太立粉末冶金制品采用钴基、镍基或铁基合金雾化粉末,...

不锈钢药芯焊丝焊接工艺焊接操作要领:不锈钢药芯焊丝是利用焊丝中间的药粉熔化后,在熔敷金属背面和正面形成熔渣进行保护,所以根部焊接时与实芯焊丝焊接的操作方法、电弧摆动频率、填丝量有较大区别。在焊接过程中,焊枪要做圆弧形摆动,其目的是使铁水和熔渣加速分离,便于观察熔池,同时也可增加母材坡口两侧的热输入量...

一般使用情况下,其实都是兼有耐磨损耐高温或耐磨损耐腐蚀的情况,有的工况还可能要求工件同时耐高温耐磨损耐腐蚀,而越是在这种复杂的工况下,才越能体现钻基合金的优势。钴基合金一般分成钴铬钨与钴铬钼两大类。钴铬钨侧重于高温耐磨;钴铬钼侧重于高温耐蚀。一般钴基高温合金缺少共格的强化相,虽然中温强度低,但在高于...

等离子堆焊与其它表面处理方法相比的优点:1、堆焊层与对接焊缝协同为冶金工业协同,协同抗压强度高,耐冲击特性好。2、它有利于调节堆焊金属材料的成份和特性,常见的焊丝、电弧焊接堆焊焊条或药芯焊丝,能够设计方案各种铝合金管理体系以融入差除此之外工作中标准。3、堆焊层薄厚大。一般状况下,堆焊层薄厚可在2~3...
司太立合金的第二相如碳化物的含量、形态和分布对耐磨性也有影响。由于铬、钨和钼的合金碳化物分布于富钴的基体中以及部分铬、钨和钼原子固溶于基体,使合金得到强化,从而改善耐磨性。在铸造司太立合金中,碳化物颗粒尺寸与冷却速度有关,冷却快则碳化物颗粒比较细。砂型铸造时合金的硬度较低,碳化物颗粒也较粗大,这种状...

电导和电阻涂层:该种涂层用于电导、电阻和屏蔽。恢复尺寸涂层:该种涂层用于铁基(可切削与可磨削的碳钢和耐蚀钢)和有色金属(镍、钴、铜、铝、钛及他们的合金)制品。机械部件间隙控制涂层:该种涂层可磨。耐化学腐蚀涂层:化学腐蚀包括各种酸、碱、盐,各种无机物和各种有机化学介质的腐蚀。蒙皮涂层:能防护铝合金不受...
抗大气腐蚀涂层的应用:钢结构表面只有喷锌、喷铝后,才能真正起到阳极保护作用,从而达到钢结构长效防腐之目的。因此国家许多重大工程及市政项目被指定采用该工艺。涂料一般由五大类原料组成,即油脂、树脂、颜料、溶齐其他辅助材料,油旨是主要成膜物质,它是料的基本成分,若没有它们就不能形成附着在物体表面上的约牢固...
一般钴基高温合金缺少共格的强化相,虽然中温强度低(只有镍基合金的50-75%),但在高于980℃时具有较高的强度、良好的抗热疲劳、抗热腐蚀和耐磨蚀性能,且有较好的焊接性。适于制作航空喷气发动机、工业燃气轮机、舰船燃气轮机的导向叶片和喷嘴导叶以及柴油机喷嘴等。碳化物强化相钴基高温合金中较主要的碳化物是...