 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心
司太立合金中的碳化物颗粒的大小和分布以及晶粒尺寸对铸造工艺很敏感,为使铸造司太立合金部件达到所要求的持久强度和热疲劳性能,必须控制铸造工艺参数。司太立合金需进行热处理,主要是控制碳化物的析出。对铸造司太立合金而言,首先进行高温固溶处理,温度通常为1150℃左右,使所有的一次碳化物,包括部分MC型碳化...
发动机抗氧化耐腐蚀涂层:早期发动机因工作时间短而高温合金又含有足够的铬、本身能抗氧化,所以不施加涂层。然而,随着发动机寿命的延长和温度的提高,以及高温镍基合金中铬含量降到原有的50%,已不能抵抗高温氧化和热腐蚀,需要涂层防护。高温氧化和热腐蚀是涡轮叶片损坏的主要原因,可使工作寿命缩短到300小时。涂...

药芯焊丝可用于碳钢,低合金结构钢,耐热钢,高张力钢,强度高的淬火回火钢,不锈钢以及硬面耐磨钢材等的焊接。药芯焊丝是很有发展前途的新型焊接材料,(1)优点:1)对各种钢材的焊接,适应性强调整焊剂(通用型药芯焊丝常称添加物为药芯,焊剂的说法只在特定的药芯焊丝中出现)的成分和比例极为方便和容易,可以提供所...

司太立堆焊合金含铬25-33%,含钨3-21%,含碳0.7-3.0%。,随着含碳量的增加,其金相组织从亚共晶的奥氏体+M7C3型共晶变成过共晶的M7C3型初生碳化物+M7C3型共晶。含碳越多,初生M7C3越多,宏观硬度加大,抗磨料磨损性能提高,但耐冲击能力,焊接性,机加工性能都会下降。被铬和钨合金化...

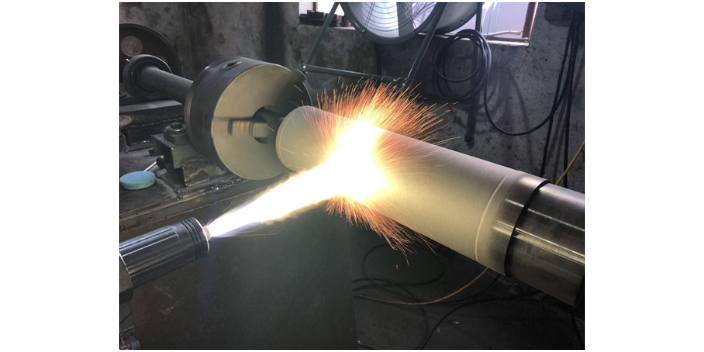
等离子堆焊与其他等离子设备相同,都是以电弧为热源,并通过高温将合金粉末与工件基体加热融化然后凝固在一起,冷却以后能形成性能强,强度高的合金层,有效的保证了工件的性能。等离子堆焊的优势:1、等离子堆焊的合金层与工件基体结合强度比较高;2、包覆焊接速度,低稀释率;等离子堆焊电弧的稀释可以以5%的被控制到...

司太立堆焊合金含铬25-33%,含钨3-21%,含碳0.7-3.0%。,随着含碳量的增加,其金相组织从亚共晶的奥氏体+M7C3型共晶变成过共晶的M7C3型初生碳化物+M7C3型共晶。含碳越多,初生M7C3越多,宏观硬度加大,抗磨料磨损性能提高,但耐冲击能力,焊接性,机加工性能都会下降。被铬和钨合金化...
司太立合金的特点是有很好的抗热腐蚀性能,一般认为,司太立合金在这方面优于镍基合金的原因,是钴的硫化物熔点(如Co-Co4S3共晶,877℃)比镍的硫化物熔点(如Ni-Ni3S2共晶645℃)高,并且硫在钴中的扩散率比在镍中低得多。而且由于大多数司太立合金含铬量比镍基合金高,因此在合金表面能形成抵抗碱...

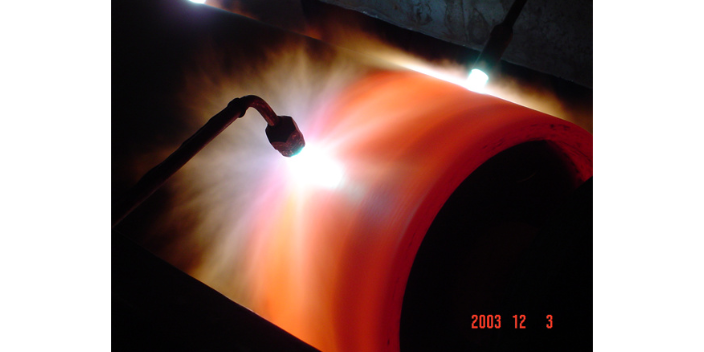
等离子堆焊中刮板运输机中部槽:中部槽主要用于煤矿井下刮板输送机和转载机。中部槽在使用过程中,受到刮板和链条的擦伤和煤的磨粒磨损,不经耐磨处理的表面很容易被磨损成凹坑而失效。中部槽使用数量多,维修量大,是突出要解决的问题,在维修中实施再制造将产生明显的经济效益。采用粉末等离子堆焊技术是修复刮板输送机中...
涂层按功能可分为:1、耐磨损涂层:包括抗粘着磨损、表面疲劳磨损涂层和耐冲蚀涂层。其中有些情况还有抗低温(

药芯焊丝的制造过程控制非常严谨,由于熔填金属来自钢片皮材及焊剂所含的成份,制造前尺寸与化学成份均需详细核对以确保品质。由于焊材内部空间受到限制,焊剂颗粒的大小愈显得重要,颗粒间形成类似鸟的巢般结合在一起,焊剂成份元素不均匀。绝大部分的药芯焊丝均由一扁平金属薄片长条逐段经过滚卷成U型断面,粒状焊剂填充...
发动机涂层按用途分为抗氧化耐腐蚀涂层、隔热涂层、耐磨涂层和封严涂层。耐磨涂层:影响发动机寿命的另一个因素是高温磨损,包括撞击磨损和微振磨损。等离子喷涂碳化钨-钴、碳化铬-镍铬涂层较为有效。涂覆后,零件的耐磨损寿命可延长7~100倍,已在大型运输机的发动机上普遍使用。封严涂层:涂覆在发动机气流通道的间...

涂层的特点是涂层薄膜与刀具基体相结合,提高刀具的耐磨性而不降低基体的韧性,从而降低刀具与工件的摩擦因素,延长刀具的使用寿命。此外,由于涂层自身的热传导系数比刀具基体和加工材料低的多,能有效减少摩擦所产生的热量,形成热屏障,改变热量的散失途径,从而降低刀具与工件、刀具与切削之间的热冲击和力冲击,有效地...