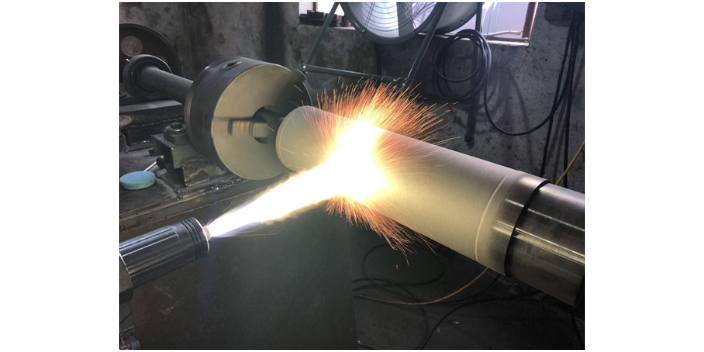
喷涂涂层操作要点:喷涂虽不是冶金结合,但也没有一些人说得那么糟糕。喷涂之前基材表面污渍,疲劳层一定要清理掉干净,选择质量上层的打底粉,喷前表面粗化也很关键。喷涂距离要适合,过近过远都会影响结合力,要恰到好处,喷涂过程中要控制好烟尘及温度,烟尘过大也会影响结合,车削涂层时对刀具,走刀,转速都有关系,涂层对静配合工件是非常适合的。只要机械加工中,能通过的话,那么使用中是觉对没问题的。在涂层上装配轴承也是有讲究的。一些肤浅的知识见笑了,主要是要在实践中去不断探索,不能说一出问题就完全否定它。任何工艺不要看得太简单,也不要看得太复杂,要精心的去对待自己的工作,掌握好工作过程中的每个细节。喷涂是能做好的,并没人们想的那么可怕。一般涂层相对较薄,大面积施工效率较高。浙江等离子涂层加工

热喷涂碳化钨涂层的封闭处理:热喷涂碳化钨涂层的整个施工工序分四项:工件表面预处理→工件预热→喷涂→涂层后处理。封闭处理是热喷涂碳化钨的较后一层涂层后处理工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,需要进行封闭处理。在一般情况下,碳化钨涂层孔隙率范围是相当大的。一个氧气火焰喷涂有时高达15%以上,和高速氧气喷雾(HVOF喷涂)层低于1%。当暴露在空气中,蒸汽、涂料工业、化学活性物质,腐蚀气氛和高温环境中,腐蚀孔引入元素,化学或电化学腐蚀的涂层和底物,导致碳化钨涂层失效。辽宁HVOF涂层费用耐磨涂层主要应用在哪些方面?

涂层厚度:TiN涂层厚度对其硬度的影响极大,涂层太薄,在外力作用下涂层容易变形剥落;涂层太厚,则处于高的应力状态,其抗变形、抗剥落能力将会下降,并且涂层容易变脆。通常单一硬质PVD或CVD涂层的厚度在1~10μm之间,多层涂层的单层厚度一般不超过5μm。在TiN涂层制备过程中,影响涂层厚度的因素是多方面的,如在多弧离子镀制备TiN涂层时,当工件与靶源的距离靠近涂层厚度将增大;随着镀层时间的延长涂层厚度将增大。通常在靶源数量、基体与靶源距离确定的情况下,可通过调整电弧电流及镀层时间来获得一定厚度的涂层。
提高碳化钨耐磨涂层耐磨性的方法如下:1、树脂的影响,不同种类的树脂在性能上有所不同,因此要实验性地找到适合碳化钨喷涂的树脂。性能要求高的话,市场上没有合适的树脂,必须着手自己合成树脂,碳化钨耐磨涂层是浆泵磨损严重的,因此是自我合成的耐磨性。2、固化剂的影响、固化剂的种类很多,需要实验性地找到适合耐磨性强的涂层剂和性能优良的固化剂。高性能要求,市场上不适合固化剂,为了合成适合自己系统的固化剂,碳化钨喷涂中使用的固化剂是根据氧化铝工厂浆泵要求的高温、高腐蚀、高耐磨性合成的特殊固化剂。涂层按功能可分为耐磨损涂层。
金属表面耐磨涂层有哪些?纳米陶瓷涂层:纳米陶瓷涂层是一种经过化学反应而形成的耐高温的陶瓷涂层材料。这种涂层在高温的环境下是具有非常好的耐高温隔热效果的。二这种涂层对于腐蚀条件比较恶劣的环境下也是可以有效地进行防护作用的。这种纳米涂层是可以加工制造成很多种工具还有涂料的,加工制成后的成品的智能是非常好的。碳化钨合金涂层:碳化钨合金涂层的磨损性能是不管哪一个层面,哪一种种类的磨损,都是在涂层里是较好的。并且随着碳合物的增加,让他的耐磨性能更加的完善。但是随着其他方面的增加负荷,碳合物的耐磨性明显的降低了,但是在加入其他的化学物品后变成了复合的涂层材料,性能比一开始更加疲劳耐磨损。底涂层与面涂层的总厚度与陶瓷颗粒的较长直径之比为0.8~2.0。重庆电绝缘涂层
对很多热喷涂耐磨涂层来说,封孔是一项必要的后处理过程。浙江等离子涂层加工
碳化钨耐磨涂层损伤修复方法:航空零部件经常采用轻质的铝合金,但铝合金一般不耐磨损,为了实现其功能特性,经常需要在铝合金表面喷涂一层碳化钨耐磨涂层,这种耐磨涂层硬度非常高,在生产加工过程中时常会出现一些脆性脱落等局部损伤现象,一旦出现涂层的局部损伤,该涂层一般采用磨削的方法进行去除,但采用该方法不但会损伤零件的基材,一旦砂轮接触到基材,延展性好的铝合金还会粘接在砂轮上,造成无法进一步磨削。目前,现有航空产品铝合金零件喷涂碳化钨耐磨涂层一旦出现破损,一般都是进行降级使用或报废处理。浙江等离子涂层加工
肯纳司太立金属(上海)有限公司主要经营范围是冶金矿产,拥有一支专业技术团队和良好的市场口碑。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下耐磨焊材,涂层设备,耐磨制品,齿科材料深受客户的喜爱。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于冶金矿产行业的发展。肯纳司太立立足于全国市场,依托强大的研发实力,融合前沿的技术理念,飞快响应客户的变化需求。
依据美国F.N.LONGO对热喷涂涂层的分类方法,涂层按功能可分为:1、耐磨损涂层:包括抗粘着磨损、...
【详情】大多数应用于高温合金的涂层并非设计为与基材处于平衡状态,这意味着它们不是惰性涂层,其化学和物理特性与...
【详情】封严涂层是涂覆在飞机(航空)发动机气流通道的间隙部分的涂层。飞机发动机涡轮的径向间隙每增大0.13毫...
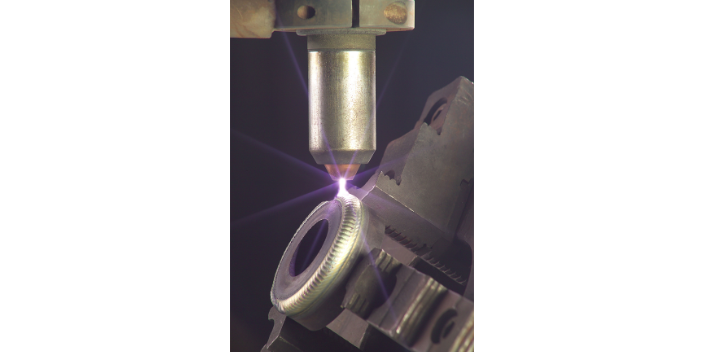
【详情】超音速等离子喷涂碳化钨涂层具有喷涂材料的沉积率高、生产效率高、能耗低、综合喷涂成本较低、涂层质量好等...
【详情】涂层设备是一种表面处理设备,用于在物体表面涂覆一层或多层涂层材料,以改变物体表面的外观、功能或保...
【详情】温控涂层:航天器在太空的热环境十分恶劣,背阳面温度可达-100°C,向阳面可达+120°C左右。为保...
【详情】