- 品牌
- 赛霆
- 型号
- 齐全
它不是从基本原理出发, 而是以事实和数据作为依据, 来实现对过程的优化控制。智能化控制的当然是比较好的工艺参数, 故比较好的工艺参数确定是智能化控制的关键所在。所谓比较好工艺参数, 就是在满足各种临界条件的前提下所能够采用的**为合理的工艺参数。要实现比较好的工艺参数的在线预测, 就必须对成形过程的各种临界条件有明确的认识, 并能够给出定量的准确描述, 在此基础上才能够确定智能化的控制。而定量描述的精度又决定着智能化系统的识别精度和预测精度。适应性强:可以加工各种形状和复杂结构的零件。苏州基础冲压件批量定制

当材料被冲压成形时,会变硬。不同的钢材,变硬的程度不同,一般**度低合金钢只略有3 KSI增加,不到10%。注意:双相钢的屈服强度有20KSI增加,增加了40%多!金属在成形过程中,会变得完全不同,完全不像冲压加工开始之前。 这些钢材在受力后,屈服强度增加很多。材料较高的屈服应力加上加工硬化,等于流动应力的**增加。----这会引起需要更多的吨位来制作部件----它会使金属的变形温度增加(可能会燃烧或破坏不恰当的润滑剂),硬点会增加模具磨损----涂层可能会于事无补或无法持续到和预期的时间一样长。综上所述,高强钢成形的高压力要求、回弹的增加、加工硬度的增加、高成型温度下的操作对模具及润滑都提出了挑战。新吴区定制冲压件厂家报价食品金属罐壳、钢精锅炉等日常生活用品也大量使用冲压工艺。

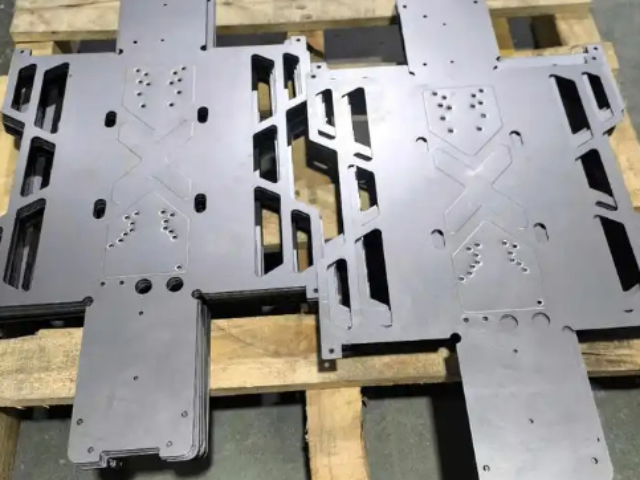
冲压件是指通过冲压工艺加工而成的金属零件。冲压是一种利用模具和冲压设备对金属材料施加压力,使其发生塑性变形或断裂,从而获得所需形状和尺寸的加工方法。冲压件广泛应用于汽车、家电、电子、机械等行业。冲压件的主要特点包括:高效率:冲压工艺适合大批量生产,生产效率高。精度高:通过精密模具加工,可以获得较高的尺寸精度和表面光洁度。材料利用率高:冲压过程中材料的利用率较高,废料相对较少。适应性强:可以加工各种形状和复杂结构的零件。常见的冲压件有金属外壳、支架、连接件、垫片等。
精冲件断面粗糙度与模具的精度及维修,与冲件的材料及精冲时的润滑有关。在正常的维修和刃磨等条件下,精冲件断面粗糙度为Ra0.8~1.6μm。在一定的良好工艺条件下,精冲件可达到整个冲裁面都是光洁面。为提高精冲生产的经济性,在冲件毛刺侧允许有少量撕裂,常用光面率(光面高度占料厚的比例)来表示。精冲件的毛刺是不可避免的。精冲厚料时毛刺高度若超过0.2mm,模具须刃磨。精冲零件在使用前可用机械振动或砂带磨削等方法去除毛刺。 [2]如Q235,具有良好的强度和韧性,价格相对较低,广泛应用于制造各种机械零件、建筑结构件等冲压产品。
RMCO高分子聚合物润滑剂一般开始喷上去时稠度低得多。随着成形过程中温度的上升,会变得更稠更坚韧。实际上高分子聚合物极温润滑剂都有“热寻性”而且会粘到金属上,形成一个可以降低摩擦的隔膜。这个保护屏障可以允许工件延展,在比较高要求的工件成型时没有破裂和粘接,以此来控制摩擦和金属流动。有效的保护了模具,延长了模具使用寿命,提高了冲压的强度。由于冲压具有如此优越性,冲压加工在国民经济各个领域应用范围相当***。例如,在宇航,航空,**,机械,农机,电子,信息,铁道,邮电,交通,化工,医疗器具,日用电器及轻工等部门里都有冲压加工。将准备好的材料放置在冲压机上,通过模具施加压力,完成冲压成型。滨湖区定制冲压件费用
包括冲孔和落料,是冲压件加工中基本的工序之一。苏州基础冲压件批量定制
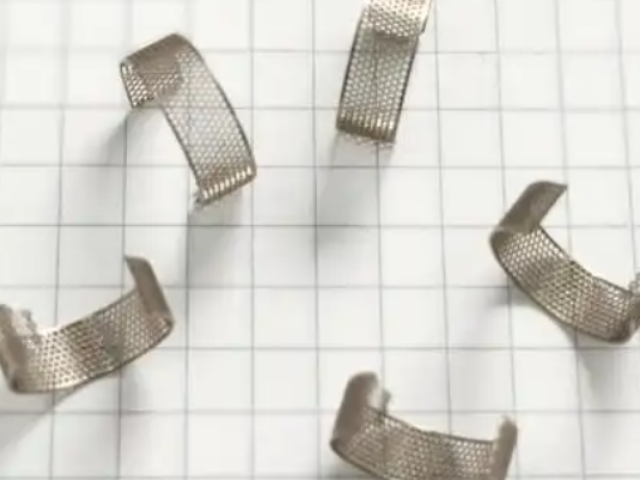
冲压轴承是采用冲压工艺制造的机械基础件。冲压是靠压力机和模具对板材等施加外力,使之产生塑性变形或分离,从而获得所需工件的成形加工方法。冲压轴承具有薄、匀、轻、强的特点,一般不再或*需少量切削加工 [1]。冲压轴承的结构主要由外圈、内圈、冲压体和保持架组成,润滑剂也起重要作用。它能承受径向与轴向载荷,适用于高速旋转及要求低噪声、低振动的场合。按承受载荷方向可分为向心轴承和推力轴承;按冲压体种类可分为球轴承和滚子轴承 [1]。苏州基础冲压件批量定制
江苏赛霆金属有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的冶金矿产中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同赛霆供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
冲压轴承与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等。冲压轴承一般不再经切削加工,或*需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。各类机械设备的零部件,如齿轮、轴承座等,均可通过冲压工艺制造。苏...
- 滨湖区选择冲压件销售市场 2026-06-12
- 江苏定制冲压件批量定制 2026-06-12
- 无锡选择冲压件厂家直销 2026-06-11
- 江阴定制冲压件厂家现货 2026-06-11
- 宜兴好用冲压件按需定制 2026-06-11
- 锡山区定制冲压件批量定制 2026-06-11
- 南京好用冲压件按需定制 2026-06-11
- 惠山区选择冲压件批量定制 2026-06-11
- 惠山区质量冲压件咨询报价 2026-06-11
- 无锡质量冲压件费用 2026-06-11

- 南京质量冲压件厂家报价 2026-06-10
- 江苏制造冲压件销售方法 2026-06-10
- 苏州制造冲压件厂家报价 2026-06-10
- 徐州选择冲压件厂家直销 2026-06-10
- 惠山区制造冲压件销售电话 2026-06-10
- 江苏好用冲压件批量定制 2026-06-09


- 江阴基础不锈钢费用 06-12
- 无锡定制不锈钢批量定制 06-12
- 南京好用不锈钢厂家报价 06-12
- 无锡选择冲压件厂家直销 06-11
- 梁溪区质量不锈钢销售电话 06-11
- 江苏选择不锈钢生产厂家 06-11
- 梁溪区制造不锈钢批量定制 06-11
- 宜兴定制不锈钢生产厂家 06-11
- 梁溪区选择不锈钢咨询报价 06-11
- 江苏好用不锈钢厂家直销 06-11