- 品牌
- 赛霆
- 型号
- 齐全
发达工业国家对微细加工的研究开发十分重视, 投入了大量的人力、 物力、 财力, 一些有远见的***大学和公司也加入了这一行列。我国在这方面也做了大量的研究工作, 有理由认为在 21 世纪, 微细加工一定会像微电子技术一样, 给整个世界带来巨大的变化和深刻的影响。对于模具工业, 由于冲压零件的微型化及精度要求的不断提高, 给模具技术提出了更高的要求。原因是微零件比传统的零件成形要困难得多, 其理由是: ①零件越小, 表面积与体积比迅速增大; ②工件与工具间的粘着力, 表面张力等***增大适应性强:可以加工各种形状和复杂结构的零件。徐州定制冲压件费用

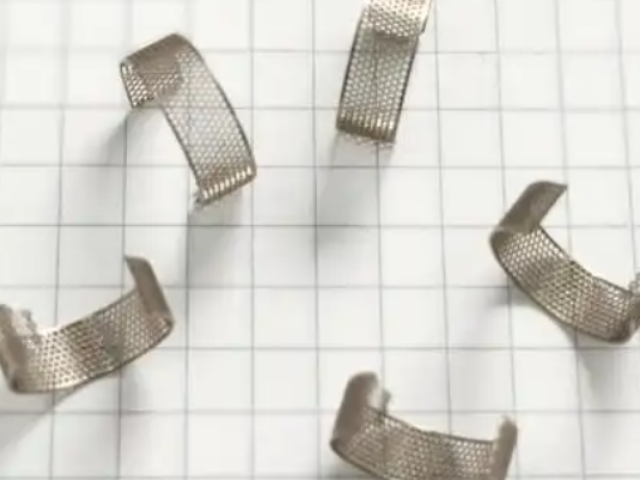
精冲件断面粗糙度与模具的精度及维修,与冲件的材料及精冲时的润滑有关。在正常的维修和刃磨等条件下,精冲件断面粗糙度为Ra0.8~1.6μm。在一定的良好工艺条件下,精冲件可达到整个冲裁面都是光洁面。为提高精冲生产的经济性,在冲件毛刺侧允许有少量撕裂,常用光面率(光面高度占料厚的比例)来表示。精冲件的毛刺是不可避免的。精冲厚料时毛刺高度若超过0.2mm,模具须刃磨。精冲零件在使用前可用机械振动或砂带磨削等方法去除毛刺。 [2]惠山区好用冲压件按需定制精冲件的光面率典型值为Ra0.8-1.6μm,具有较高的尺寸精度和表面质量。

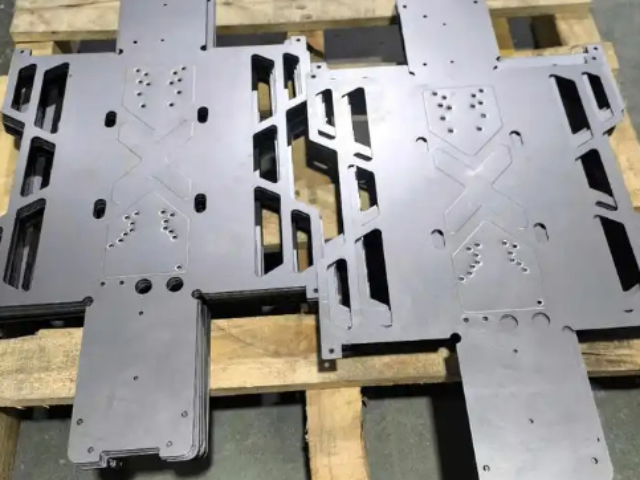
冲件是金属板料通过模具压力进行冲压加工后获得的零件,属于金属塑性加工范畴。其加工工序主要包括冲裁、精冲、拉伸、弯曲等,工艺性直接影响材料消耗和模具寿命,需通过几何形状、尺寸精度进行优化。冲裁件需避免锐角结构,经济精度不高于IT11;精冲件采用精密冲裁技术,光面率典型值为Ra0.8-1.6μm;弯曲件尺寸公差等级为FT5-FT10,受模具结构与材料性能影响;拉伸件需控制圆角半径并优先采用底部基准标注 [1-3]。冲件广泛应用于汽车制造领域,单车配套数量可达1500个,涵盖车身覆盖件、结构件、电池盒等部件。传统模式下冲焊件单车价值量超过1万元,2025年冲压市场空间预计为2163亿元。部分企业通过模具自研与总成配套实现产品谱系扩展,已开发包括纵梁、轮罩、门窗框等3000余种冲压件 [4]。
冲压模具介绍冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的**工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。(1)设计的冲压件必须满足产品使用和技术性能,并能便于组装及修配。(2)设计的冲压件必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。选择合适的金属材料,常用的有钢板、不锈钢、铝合金等。

过去在生产深冲或者重冲工件,大家都认为耐压型(EP) 润滑油是保护模具的比较好选择。硫和氯EP添加剂被混合到纯油中来提高模具寿命已经有很长的历史了。但是随着新金属--高强度钢的出现,环保要求的严格,EP油基润滑油的价值已经减少,甚至失去市场。在高温下高强度钢的成型,EP油基润滑油失去了它的性能,无法在极温应用中提供物理的模具保护隔膜。而极温型的IRMCO高固体聚合物润滑剂则可以提供必要的保护。随着金属在冲压模具中变形,温度不断升高,EP油基润滑油都会变薄,有些情况下会达到闪点或者烧着(冒烟)弯曲件的精度与弯曲件的工序安排、模具的结构和精度等因素有关。江阴基础冲压件厂家现货
由于冲压件的生产效率高,且材料利用率高,因此整体生产成本相对较低。徐州定制冲压件费用
冲压件的应用领域冲压件的应用领域非常***,几乎涵盖了所有需要金属零部件的行业。以下是一些主要的应用领域:汽车制造:冲压件在汽车制造中占据重要地位,单车配套数量可达1500个,涵盖车身覆盖件、结构件、电池盒等部件。家电行业:电视机、收录机、摄像机等电子产品中,冲压件的占比高达90%。此外,食品金属罐壳、钢精锅炉等日常生活用品也大量使用冲压工艺。航空航天:在宇航、航空等**领域,冲压工艺发挥着不可或缺的作用。其他行业:冲压件还广泛应用于机械、农机、电子、信息、铁道、邮电、交通、化工、医疗器具等领域。徐州定制冲压件费用
江苏赛霆金属有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的冶金矿产行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**赛霆供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
①冲裁件的形状应尽可能简单、对称,避免形状复杂的曲线。②冲裁件各直线或曲线的连接处应尽可能避免锐角,严禁尖角,一般应有R>0.5t(t为料厚)以上的圆角。具体冲裁件的**小圆角半径允许值见图1,如果是少废料、无废料排样冲裁,或者采用镶拼模具时可不要求冲裁件有圆角。③冲裁件的孔与孔之间、孔与边缘之间的距离a不能过小(图2),一般当孔边缘与制件外形边缘不平行,a≥t;平行时,a≥1.5t。④冲孔尺寸也不宜太小,否则凸模强度不够。常见材料冲孔**小尺寸见图3。将准备好的材料放置在冲压机上,通过模具施加压力,完成冲压成型。江苏质量冲压件销售电话孔边距孔边距冲孔后弯曲,孔的位置应处于弯曲变形区外,否则弯...
- 苏州质量冲压件销售电话 2026-06-12
- 滨湖区选择冲压件销售市场 2026-06-12
- 江苏定制冲压件批量定制 2026-06-12
- 江阴基础冲压件销售电话 2026-06-12
- 无锡选择冲压件厂家直销 2026-06-11
- 江阴定制冲压件厂家现货 2026-06-11
- 宜兴好用冲压件按需定制 2026-06-11
- 锡山区定制冲压件批量定制 2026-06-11
- 南京好用冲压件按需定制 2026-06-11
- 惠山区选择冲压件批量定制 2026-06-11
- 常州基础冲压件咨询报价 2026-06-10
- 滨湖区定制冲压件费用 2026-06-10
- 南京质量冲压件厂家报价 2026-06-10
- 江苏制造冲压件销售方法 2026-06-10
- 苏州制造冲压件厂家报价 2026-06-10
- 徐州选择冲压件厂家直销 2026-06-10


- 江阴基础不锈钢费用 06-12
- 无锡定制不锈钢批量定制 06-12
- 南京好用不锈钢厂家报价 06-12
- 无锡选择冲压件厂家直销 06-11
- 梁溪区质量不锈钢销售电话 06-11
- 江苏选择不锈钢生产厂家 06-11
- 梁溪区制造不锈钢批量定制 06-11
- 宜兴定制不锈钢生产厂家 06-11
- 梁溪区选择不锈钢咨询报价 06-11
- 江苏好用不锈钢厂家直销 06-11