- 品牌
- 福临
- 钣金材质
- 冷轧板
- 成型件
- 机箱
- 下料方式
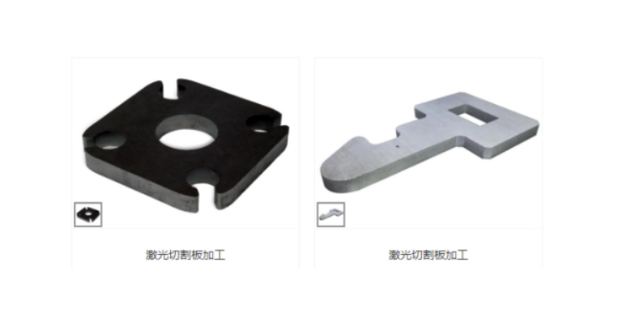
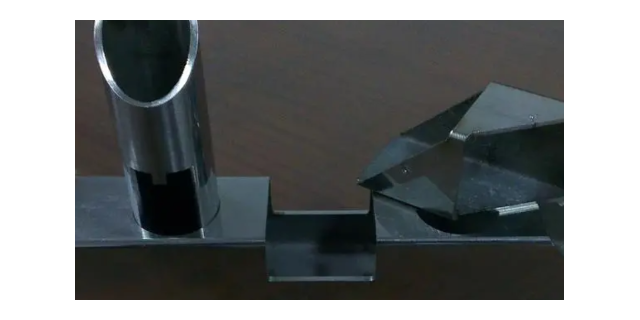
- 镭射下料
- 表面处理
- 烤漆
一般来讲,建议以12mm以内的碳钢板、10mm以内的不锈钢板等金属材料切割推荐使用激光切割机。激光切割机无切削力,加工无变形:无刀具磨损,材料适应性好:无论是简朴还是复杂零件,都可以用激光一次精密快速成型切割:其切缝窄,切割质量好,自动化程度高,操纵简便,劳动强度低,没有污染:可实现切割自动排样、套料、进步了材料利用率,出产本钱低,经济效益好。激光切割机选购要考虑的因素很多,除了要考虑目前加工工件的比较大尺寸、材质、需要切割的最大厚度以及原材料幅面的大小外,更多的需要考虑未来的发展方向,比如所做产品的技术改型后要加工的比较大工件大小、钢材市场所提供材料的幅面针对自己的产品哪种**省料,上下料时间等等。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都必须在板上穿一小孔。淮安安装激光切割加工制作
九十年代以来,由于*****市场经济的发展,企业间竞争激烈,每个企业必须根据自身条件正确选择某些先进制造技术以提高产品质量和生产效率。因此CO2激光切割技术在中国获得了较快的发展。激光的特点(一)定向发光普通光源是向四面八方发光。要让发射的光朝一个方向传播,需要给光源装上一定的聚光装置,如汽车的车前灯和探照灯都是安装有聚光作用的反光镜,使辐射光汇集起来向一个方向射出。激光器发射的激光,天生就是朝一个方向射出,光束的发散度极小,大约只有0.001弧度,接**行。1962年,人类***次使用激光照射月球,地球离月球的距离约38万公里,但激光在月球表面的光斑不到两公里。若以聚光效果很好,看似平行的探照灯光柱射向月球,按照其光斑直径将覆盖整个月球。梁溪区通常激光切割加工应用行业一般来讲,建议以12mm以内的碳钢板、10mm以内的不锈钢板等金属材料切割推荐使用激光切割机。

随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。切边受热影响很小,基本没有工件变形。切割过程中还添加与被切材料相适合的辅助汽体。钢切割时利用氧作为辅助汽体与熔融金属产生放热化学反应氧化材料,同时帮助吹走割缝内的熔渣。切割聚丙烯一类塑料使用压缩空气,棉、纸等易燃材料切割使用惰性汽体。进入喷嘴的辅助汽体还能冷却聚焦透镜,防止烟尘进入透镜座内污染镜片并导致镜片过热。大多数有机与无机材料都可以用激光切割。在工业制造系统占有份量很重的金属加工业,许多金属材料,不管它是什么样的硬度,都可以进行无变形切割。
为进一步提高激光切割速度,可根据空气动力学原理,在提高喷嘴压力的前提下不产生正激波,设计制造一种缩放型喷嘴,即拉伐尔(Laval)喷嘴。为方便制造可采用如图4的结构。德国汉诺威大学激光中心使用500WCO2激光器,透镜焦距2.5〃,采用小孔喷嘴和拉伐尔喷嘴分别作了试验,见图4。试验结果如图5所示:分别表示NO2、NO4、NO5喷嘴在不同的氧气压力下,切口表面粗糙度Rz与切割速度Vc的函数关系。从图中可以看出NO2小孔喷嘴在Pn为400Kpa(或4bar)时切割速度只能达到2.75m/min(碳钢板厚为2mm)。NO4、NO5二种拉伐尔喷嘴在Pn为500Kpa到600Kpa时切割速度可达到3.5m/min和5.5m/min。应指出的是切割压力Pc还是工件与喷嘴距离的函数。由于斜激波在气流的边界多次反射,使切割压力呈周期性的变化。曲线上的其他高切割压力区由于距喷嘴出口太远,与聚焦光束难以匹配而无法采用。

无接触加工激光束聚焦后形成具有极强能量的很小作用点,把它应用于切割有许多特点。首先,激光光能转换成惊人的热能保持在极小的区域内,可提供⑴狭的直边割缝;⑵**小的邻近切边的热影响区;⑶极小的局部变形。其次,激光束对工件不施加任何力,它是无接触切割工具,这就意味着⑴工件无机械变形;⑵无刀具磨损,也谈不上刀具的转换问题;⑶切割材料无须考虑它的硬度,也即激光切割能力不受被切材料的硬度影响,任何硬度的材料都可以切割。再次,激光束可控性强,并有高的适应性和柔性,因而⑴与自动化设备相结合很方便,容易实现切割过程自动化;⑵由于不存在对切割工件的限制,激光束具有无限的仿形切割能力;⑶与计算机结合,可整张板排料,节省材料。汽化切割过程中,蒸汽随身带走熔化质点和冲刷碎屑,形成孔洞。梁溪区实用激光切割加工货源充足
因此在中国扩大CO2激光切割的工业应用领域,解决新的应用中一些技术难题仍然是工程技术人员的重要课题。淮安安装激光切割加工制作
第三类:要求均匀切缝的特殊零件。**广泛应用的典型零件是包装印刷行业用的模切版,它要求在20mm厚的木模板上切出缝宽为0.7~0.8mm的槽,然后在槽中镶嵌刀片。使用时装在模切机上,切下各种已印刷好图形的包装盒。国内近几年来应用的一个新领域是石油筛缝管。为了挡住泥沙进入抽油泵,在壁厚为6~9mm的合金钢管上切出0.3mm宽的均匀切缝,起割穿孔处小孔直径不能大于0.3mm,切割技术难度大,已有不少单位投入生产。应用领域国外除上述应用外,还在不断扩展其应用领域。淮安安装激光切割加工制作
无锡福临金属科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的冶金矿产中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同无锡福临金属科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
适用产品适合采用CO2激光切割的产品大体上可归纳为三类:激光切割工程图***类:从技术经济角度不宜制造模具的金属钣金件,特别是轮廓形状复杂,批量不大,一般厚度;12mm的低碳钢、;6mm厚的不锈钢,以节省制造模具的成本与周期 。已采用的典型产品有:自动电梯结构件、升降电梯面板、机床及粮食机械外罩、各种电气柜、开关柜、纺织机械零件、工程机械结构件、大电机硅钢片等。第二类:装饰、广告、服务行业用的不锈钢(一般厚度3mm)或非金属材料(一般厚度20mm)的图案、标记、字体等。如艺术照相册的图案,公司、单位、宾馆、商场的标记,车站、码头、公共场所的中英文字体。这种方法的缺点是气体流量增加并使切割速度降...
- 南通通常激光切割加工厂家直销 2024-05-19
- 惠山区安装激光切割加工应用行业 2024-05-19
- 滨湖区安装激光切割加工厂家直销 2024-05-19
- 常州好的激光切割加工包含什么 2024-05-19
- 苏州怎样激光切割加工原材料 2024-05-18
- 江苏通常激光切割加工包括哪些 2024-05-18
- 南京选择激光切割加工几天时间 2024-05-18
- 新吴区实用激光切割加工原材料 2024-05-18
- 南通安装激光切割加工质检 2024-05-18
- 江阴如何激光切割加工制作 2024-05-18
- 宜兴安装激光切割加工应用行业 2024-05-18
- 新吴区如何激光切割加工几天时间 2024-05-18
- 江阴通常激光切割加工包含什么 2024-05-18
- 常州通常激光切割加工现价 2024-05-18
- 梁溪区通常激光切割加工原材料 2024-05-18
- 锡山区如何激光切割加工报价表 2024-05-17




- 常州要求钣金加工几天时间 05-19
- 新吴区好的钣金加工多久 05-19
- 无锡优势不锈钢橱柜包含什么 05-19
- 无锡怎样钣金加工原材料 05-19
- 淮安制造钣金加工厂家直销 05-19
- 宜兴优势钣金加工现价 05-19
- 淮安如何钣金加工包含什么 05-19
- 江苏优势不锈钢橱柜包含什么 05-19
- 南通通常激光切割加工厂家直销 05-19
- 连云港质量钣金加工包括哪些 05-19