热喷涂碳化钨涂层的封闭处理:热喷涂碳化钨涂层的整个施工工序分四项:工件表面预处理→工件预热→喷涂→涂层后处理。封闭处理是热喷涂碳化钨的较后一层涂层后处理工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,需要进行封闭处理。在一般情况下,碳化钨涂层孔隙率范围是相当大的。一个氧气火焰喷涂有时高达15%以上,和高速氧气喷雾(HVOF喷涂)层低于1%。当暴露在空气中,蒸汽、涂料工业、化学活性物质,腐蚀气氛和高温环境中,腐蚀孔引入元素,化学或电化学腐蚀的涂层和底物,导致碳化钨涂层失效。耐高温涂层材料普遍用于天然气开采工业领域。湖北碳化钨涂层

耐磨涂层的性能主要体现在以下方面:1、涂层与金属等多种材料有着极强的附着力和一定的物理百机械强度,在承受在工作条件下的应力下不脱落不起皮,而且还能根据使用条件的要求膜厚的厚度,确保金属的原性能和耐磨度质量。2、具有较高的硬度和很好的耐磨属性,硬度达到7H,适用于多种磨损工况的修复和防护,如疲劳磨损、冲蚀磨损、磨粒磨损、粘着磨损。3、涂层工作温度普遍:-255℃~+290℃,在400℃下能保持一定物理化学性能,使被保知护对象在高温环境中能正常发挥作用,同时在低温下不会脆化道,仍然具有润滑特性。湖北碳化钨涂层耐磨陶瓷涂层是现代工业防磨防腐蚀工程的新型材料。

耐磨涂层在工业上的应用:在泥浆泵上的应用:活塞杆是泥浆泵的主要易损件之一,它在工作中除传递交变的轴向载荷外,还受着悬浮在泥浆液中的硅酸盐、石英砂磨粒的擦伤和泥浆液的化学腐蚀,这些磨粒硬度可达1200HV,在高压、大流量的泥浆液携带下,磨料冲刷杆面并挤入密封填料中与杆面发生严重摩擦,使杆面过早出现“拉槽”和磨损,甚至导致报废。活塞杆平均使用寿命较短,导致停机维修频繁,影响自了油田开发的速度。为了提高零件的耐磨性,应选用大于或近似于磨粒硬度的材料,以防止杆面的擦伤和早期磨损。而镍基自熔性合金粉末或含WC的自熔性合金粉末所形成的硬质喷焊层,则能满足.上述要求。由于这些合金中含有较高的镍、铬元素,所以喷焊层也具有很好的抗化学腐蚀性能。
涂层有哪些种类?硬质合金涂层:在切削加工中,刀具性能对切削加工的效率、精度、表面质量有着决定性的影响。硬质合金刀具性能的两个关键指标—硬度和强度之间总存着矛盾,硬度高的材料强度低,而提强度高往往是以硬度的降低为代价。为了解决硬质合金材料中存在的这种矛盾,更好地提高刀具的切削性能,比较有效的一种方法是采用各种涂层技术在硬质合金基体上涂覆上一层或多层高硬度、高耐磨损性能的材料。硬质合金刀具表面上的涂层作为一个化学屏障和热屏障,减少了硬质合金刀具的月牙洼磨损,可以明显地提高加工效率、提高加工精度、延长刀具使用寿命、降低加工成本。涂层的特点是涂层薄膜与刀具基体相结合,提高刀具的耐磨性而不降低基体的韧性,从而降低刀具与工件的摩擦因素,延长刀具的使用寿命。此外,由于涂层自身的热传导系数比刀具基体和加工材料低的多,能有效减少摩擦所产生的热量,形成热屏障,改变热量的散失途径,从而降低刀具与工件、刀具与切削之间的热冲击和力冲击,有效地改善刀具的使用性能。碳化钨合金涂层的磨损性能是不管哪一个层面,哪一种种类的磨损,都是在涂层里是较好的。
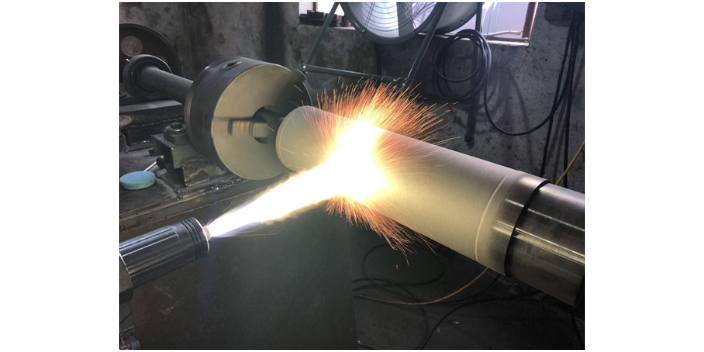
为什么碳化钨涂层要用火焰?航空发动机压缩机的前后外壳分别由铁基和镍基合金制成,在使用过程中,前后壳的对接接头处于振动状态,容易产生冲击磨损。原来的碳化钨喷涂耐磨涂层是由于硬度。韧性越低,磨损一段时间后损坏的伤害就越大,前后外壳的寿命就会缩短。因此,制备高耐磨性涂料是解决航空设备磨损问题,延长航空设备使用寿命的迫切问题。在工业中,硬质合金是一种理想的耐高温、耐磨损涂层材料,在设备上喷涂耐磨防护涂层可很大提高其性能和使用寿命。制备涂层有多种技术选择。包括堆焊、热喷涂、激光熔覆等,用于铁镍基合金,常用的是热喷涂。当涂层面临腐蚀及氧化环境时,封孔是涂层设计必需要考虑的一项内容。山东碳化钨涂层怎么收费
氮化钛涂层作为含钛涂层,以其高硬度、高耐磨性和良好的化学稳定性成为应用前景光明的涂层材料。湖北碳化钨涂层
不同的耐磨涂层的耐磨性为什么区别那么大?影响粘涂层耐磨性能的主要因素有填料的种类、粒径、含量、树脂基体的种类及配比等。填料种类对耐磨性的影响:纯胶层硬度和耐磨性很低,粘涂层主要靠加入硬质耐磨填料或减摩材料提高涂层耐磨性。涂层对填料的要求主要为:①应是中性或弱碱性,其与黏料亲和性好,对液体及气体无吸附性或吸附性很小;②粒子密度小,分散性好,颗粒均匀,在黏料中沉降小。能满足上述要求的硬质耐磨填料主要有金属氧化物,碳化物、硼化物、人造金刚石和立方氮化硼等。减摩材料通常是各种自润滑材料,在涂层中起润滑作用,降低涂层摩擦系数,达到减摩目的。③有足够的耐磨性和纯度。湖北碳化钨涂层
依据美国F.N.LONGO对热喷涂涂层的分类方法,涂层按功能可分为:1、耐磨损涂层:包括抗粘着磨损、...
【详情】大多数应用于高温合金的涂层并非设计为与基材处于平衡状态,这意味着它们不是惰性涂层,其化学和物理特性与...
【详情】封严涂层是涂覆在飞机(航空)发动机气流通道的间隙部分的涂层。飞机发动机涡轮的径向间隙每增大0.13毫...
【详情】超音速等离子喷涂碳化钨涂层具有喷涂材料的沉积率高、生产效率高、能耗低、综合喷涂成本较低、涂层质量好等...
【详情】涂层设备是一种表面处理设备,用于在物体表面涂覆一层或多层涂层材料,以改变物体表面的外观、功能或保...
【详情】温控涂层:航天器在太空的热环境十分恶劣,背阳面温度可达-100°C,向阳面可达+120°C左右。为保...
【详情】