涂层厚度:TiN涂层厚度对其硬度的影响极大,涂层太薄,在外力作用下涂层容易变形剥落;涂层太厚,则处于高的应力状态,其抗变形、抗剥落能力将会下降,并且涂层容易变脆。通常单一硬质PVD或CVD涂层的厚度在1~10μm之间,多层涂层的单层厚度一般不超过5μm。在TiN涂层制备过程中,影响涂层厚度的因素是多方面的,如在多弧离子镀制备TiN涂层时,当工件与靶源的距离靠近涂层厚度将增大;随着镀层时间的延长涂层厚度将增大。通常在靶源数量、基体与靶源距离确定的情况下,可通过调整电弧电流及镀层时间来获得一定厚度的涂层。耐磨涂层包括底涂层与面涂层。四川合金涂层

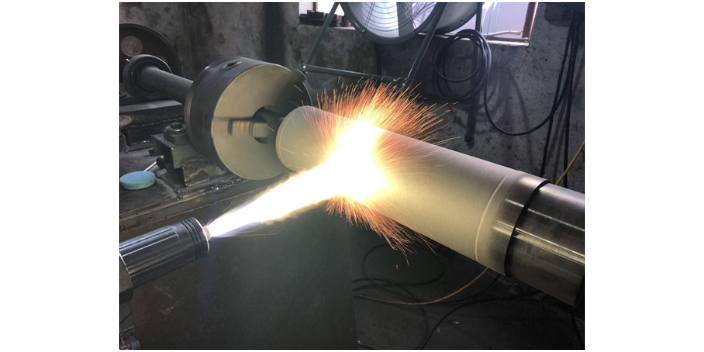
等离子涂层陶瓷修复船舶配件有哪些优势?等离子涂层和火焰及电弧喷涂工艺相比,有其独特的优势:零件无变形,不改变基体金属的热处理性质。尽管等离子焰流温度较高,但可将零件温度控制在200°C以下,则零件不会发生变形,这对于薄壁件、细长杆件以及一些精密零件的修复是十分有利的。涂层的种类多。由于等离子焰流的温度高(可高达16000K,约16000-273摄氏度),可以将各种喷涂材料加热到熔融状态,因而可供等离子喷涂用的材料非常普遍,从而也可以得到多种性能的喷涂层。工艺稳定,涂层质量高。在等离子喷涂中,熔融状态的粒子飞行速度可达180〜480m/s,远比氧一乙快焰粉末喷涂时的粒子飞行速度45〜120m/s高。等离子喷涂层与基体金属的法相结合强度通常为40〜70MPa,而氧一乙焕焰粉末喷涂一般为5〜lOMPa,且工艺稳定,涂层致密,气孔及夹杂少,与基体结合强度高,尤其适合陶瓷材料的喷涂。四川合金涂层在挑选耐磨涂层厂家时需注意看厂家可靠技术实力表现。

对管道内孔喷涂耐磨涂层怎么解决的涂层结合问题?小管道内孔喷涂耐磨涂层时要考虑的问题较多:采取内孔喷涂时吹尘通风,外表面有效的吹气降温。除了因收缩而可能产生的涂层结合较差的问题外,内孔表面喷涂所附带的问题是过热和灰尘污染。在喷涂内孔表面时,由于空间小、通风差,而外加冷却的可能性常常又受到限制,热量往往全部集中在一个较小的面积上。尤其当喷涂陶瓷这一类隔热材料时,过热问题就特别严重。这些喷涂材料趋于阻碍热传导到基体结构上。结果是产生的热几乎全部都聚集在被喷涂的内孔,因此,必须采用辅助通风。
各类金属耐磨涂层材料特点介绍:热喷涂金属涂层是研究和应用较早的耐磨涂层,常用的有金属、碳钢和低合金钢、不锈钢和Ni-Cr合金系列涂层。金属耐磨涂层一般采用火焰喷涂、电弧喷涂、等离子喷涂、HVOF工艺,涂层具有与基体的结合强度较高,耐磨、抗腐蚀性能较好等优点,可用于修复磨损件及机械加工超差件。采用铝系合金等离子喷涂技术对活塞环、同步环及气缸等零件进行喷涂时,涂层具有良好的耐磨性、高结合强度及优异的耐粘着磨损性,在有润滑油的条件下具有良好的抗咬死性和抗拉伤性能。高碳钢丝、不锈钢(Crl3型、18-8型等)合金丝是常用的耐磨耐蚀喷涂材料。这种耐磨涂层具有强度较高、耐磨性好、来源普遍、价格低廉等特点。涂层是为了防护,绝缘,装饰等目的。

氮化钛涂层作为含钛涂层,以其高硬度、高耐磨性和良好的化学稳定性成为应用前景光明的涂层材料,在工模具行业得到普遍应用。不过,在制备过程中,某些工艺参数会影响氮化钛涂层的性能与质量,需要注意:气体配比:在制备TiN涂层时,反应气体通常用CH4与N2,或者C2H2与N2的混合气体。这两种气体之间的相对比例对TiN涂层性能有一定的影响。随CH4:N2流量比的增大,涂层的硬度增大。随着混合气体中CH4比例的升高,TiCN涂层的硬度提高、耐磨性增强。并且,氮化钛涂层的硬度随着C2H2:N2的增大而增大,随着比值的进一步增大,硬度又逐渐减小。耐高温涂层材料普遍用于石油工业领域。四川合金涂层
涂层是涂料一次施涂所得到的固态连续膜。四川合金涂层
模具表面涂层处理需要注意什么问题?注意事项一,选择正规加工厂。模具表面涂层处理本身就不是一件容易的事情,而且这样的加工也要利用上不同类型的材料和设备,所以我们尽量可以和正规的厂家来合作。这类厂家的能力较强,也可以为我们提供多种类型的表面处理,效果上不用我们担心。大型厂家的费用透明,我们与之合作也可以对比好收费情况。注意事项二,选择合适加工模式。日常我们可以了解到的模具表面涂层处理一般都是纳米合金涂层、镍铬合金涂层等等,选择了不同的表面加工模式不同,价格方面还是会有很大的差异性。厂家会直接告知我们相应的报价,但是具体加工模式还是要我们自己来进行确认,以保证好的加工效果。注意事项三,加工价格提前确定。模具表面涂层处理加工费用我们必须要提前确定好,对方的加工模式和能力,以及报价我们都要提前衡量好。所以我们在合作之前,一定要确定好加工的收费情况,然后看哪个厂家的报价合理,选择高性价比的厂家来进行合作才是更好的。四川合金涂层
依据美国F.N.LONGO对热喷涂涂层的分类方法,涂层按功能可分为:1、耐磨损涂层:包括抗粘着磨损、...
【详情】大多数应用于高温合金的涂层并非设计为与基材处于平衡状态,这意味着它们不是惰性涂层,其化学和物理特性与...
【详情】封严涂层是涂覆在飞机(航空)发动机气流通道的间隙部分的涂层。飞机发动机涡轮的径向间隙每增大0.13毫...
【详情】超音速等离子喷涂碳化钨涂层具有喷涂材料的沉积率高、生产效率高、能耗低、综合喷涂成本较低、涂层质量好等...
【详情】涂层设备是一种表面处理设备,用于在物体表面涂覆一层或多层涂层材料,以改变物体表面的外观、功能或保...
【详情】温控涂层:航天器在太空的热环境十分恶劣,背阳面温度可达-100°C,向阳面可达+120°C左右。为保...
【详情】