- 品牌
- 京雕
- 培训机构
- 京雕
三轴数控编程是实现高质量加工的主要环节。编程时需要深入理解零件的几何形状、加工工艺要求以及机床的运动特性。首先,合理选择编程坐标系,确保与机床坐标系的准确对应,便于后续的坐标计算和程序调试。例如,对于回转体零件,常以其轴线为 Z 轴建立坐标系。其次,刀具路径规划至关重要。在加工复杂曲面时,采用合适的曲面加工策略,如等高线加工、扫描线加工等,能够在保证精度的同时提高加工效率。同时,要注意刀具半径补偿的正确应用,根据刀具实际半径及时调整补偿值,避免过切或欠切现象。此外,在编写程序时还应考虑加工过程中的切削液开启关闭、主轴转速和进给速度的动态调整等辅助指令,以适应不同的加工阶段和工况。通过不断积累编程经验和学习先进的编程技术,能够充分发挥三轴数控机床的加工潜力。
光学元件如相机镜头、显微镜镜片等,对表面平整度、曲率精度要求极高,三轴数控成为其制造的得力助手。镜头加工时,首先要通过高精度磨具粗磨镜片毛坯,而后三轴数控闪亮登场。利用超精密铣削工艺,它能按照光学设计精细修正镜片曲率,细微调整每一处切削深度,使镜片表面误差控制在纳米级别。在加工非球面镜片时,数控系统借助复杂的插补算法,指挥刀具沿特殊曲线轨迹运动,完美雕琢出复杂曲面;同时,搭配真空吸附夹具与特殊冷却方式,减少镜片装夹损伤、热变形干扰,打造出高分辨率、低色差的质量优越光学元件。
三轴数控机床的日常维护对于保证其正常运行和延长使用寿命至关重要。首先,要定期对机床的导轨、丝杠等运动部件进行清洁和润滑。例如,每天使用干净的抹布擦拭导轨表面的油污和切屑,然后涂抹适量的适用润滑油,确保导轨运动顺畅,减少磨损。其次,检查主轴的运转情况,包括主轴的转速稳定性、径向跳动和轴向窜动等指标。定期更换主轴轴承的润滑脂,一般每运行 2000 - 3000 小时更换一次,以保证主轴的高精度旋转。再者,对数控系统进行维护,定期备份系统参数和加工程序,防止数据丢失。同时,检查电气系统的接线是否松动,各电器元件是否正常工作,如发现问题及时修复或更换。此外,还要注意机床的工作环境,保持车间的清洁、干燥,温度和湿度适宜,避免灰尘、潮湿等因素对机床造成损害。
钟表机芯是机械工艺的之作,三轴数控加工则是铸就这份精湛的幕后英雄。机芯中的擒纵轮、摆轮等中学部件,对形状精度、动平衡要求极高。三轴数控机床利用高精度滚珠丝杠与直线导轨,保障坐标轴运动丝滑顺畅,切削时刀具路径误差趋近于零。加工擒纵轮,细致铣削轮齿,保证齿形完美、啮合精细;打造摆轮时,先车削出轻薄均匀的轮缘,再精确钻孔、铣槽,确保质量分布均匀,动平衡性能优越。全程数控系统依据零件特性实时调控主轴转速、进给量,配合前列刀具,雕琢出计时精细、经久耐用的机芯部件,让钟表滴答间尽显奢华品质。

钟表陀飞轮堪称机械制表技艺,三轴数控赋予其的精湛工艺。陀飞轮框架造型精巧、零件纤细,对重量平衡、转动精度要求极高。三轴数控机床启用超精密铣削,刀具在 X、Y、Z 轴间灵动穿梭,雕琢出框架的复杂镂空图案,既减轻重量又具艺术美感;加工擒纵机构时,数控系统精确到微秒级调控切削节奏,保证每个零件尺寸精细无误,契合微妙的力学原理。同时,凭借高精度的回零功能与误差补偿技术,哪怕长时间连续加工,也能维持各部件的超高精度。经三轴数控精心打磨的陀飞轮组件,让钟表计时分毫不差,彰显奢华制表工艺魅力。
利用三轴数控,车铣复合可对工件进行一次装夹多面加工,减少定位误差。湛江调机三轴加工
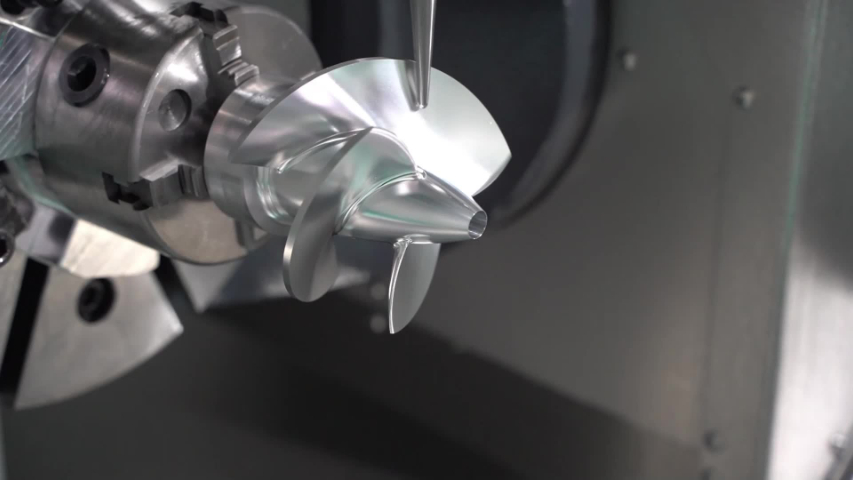
在汽车零部件生产中,三轴数控加工展现出诸多优势。汽车发动机的缸体、缸盖,变速器的齿轮等零部件,数量众多且精度要求较高。三轴数控机床能够实现自动化、高效率的批量生产。以缸体加工为例,通过一次装夹,可以完成多个面的铣削、钻孔、镗孔等工序。由于三轴数控系统能够精确控制刀具在空间的位置和运动轨迹,使得各工序之间的转换快速而准确,有效减少了装夹次数和定位误差,提高了加工精度。同时,通过优化加工程序和切削参数,可以提高加工速度,缩短生产周期。例如,采用高速切削技术,提高主轴转速和进给速度,在保证精度的前提下大幅提升了缸体的加工效率。而且,三轴数控加工的稳定性和一致性,有助于提高汽车零部件的质量可靠性,降低生产成本,增强汽车产品的市场竞争力。
- 珠海数控三轴车床 2025-08-26
- 湛江京雕三轴教育机构 2025-06-18
- 珠海数控三轴一体机 2025-06-18
- 深圳调机三轴培训机构 2025-06-18
- 惠州教学三轴机床 2025-06-17
- 珠海三轴价格 2025-06-17



