- 品牌
- 京雕
- 培训机构
- 京雕
智能物流兴起,输送分拣设备高效运转关键在组件质量,三轴数控提供高效保障。以自动分拣机的高速滚轮为例,既要表面光滑、尺寸一致,利于包裹平稳快速通过,又要具备高耐磨性。三轴数控先粗铣毛坯,快速去除余量;再精铣表面,数控系统依钢材特性调配切削参数,保障圆柱度与直线度;还通过特殊涂层处理,增强耐磨性。对于分拣机械臂的关节部件,车铣复合加工,把控好各部位精度,使其动作精细、抓取稳定。配合自动化生产线,三轴数控助力智能物流设备高速、精细运行,加速包裹配送。

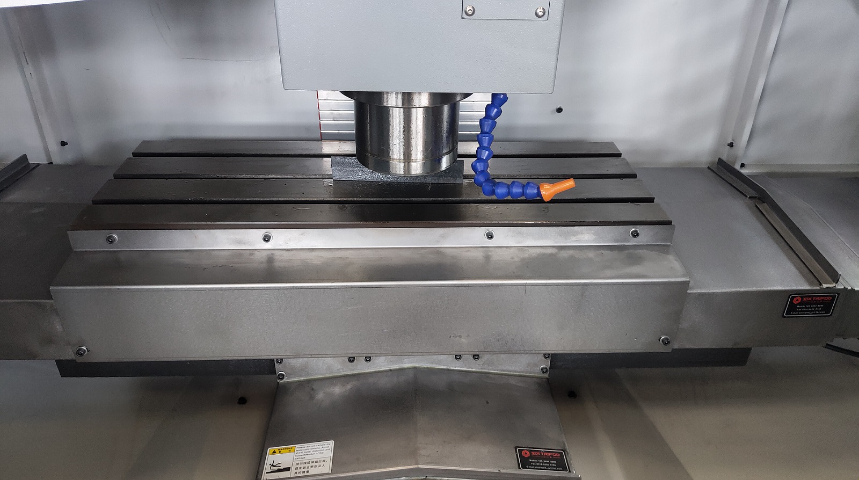
三轴数控机床的精度提升依赖于多个关键因素。首先是机床的机械结构设计,采用高精度的滚珠丝杠、直线导轨等传动部件,能够有效减少运动过程中的间隙和摩擦,保证坐标轴运动的准确性。例如,高精度滚珠丝杠的螺距误差可以控制在极小范围内,使得刀具在 Z 轴方向的进给量精确无误。其次,数控系统的分辨率和算法对精度有着重要影响。先进的数控系统可以实现纳米级别的指令解析,通过插补算法精确计算刀具在 X、Y、Z 空间内的运动轨迹。再者,刀具的选择与安装也不容忽视。质量好的刀具具有更好的刚性和切削刃精度,而正确的刀具安装方式可以避免刀具偏心等问题。例如,使用热装刀柄可以提高刀具与主轴的同轴度,从而在加工时减少尺寸偏差,确保三轴数控加工出的零件符合高精度要求。

钟表机芯是机械工艺的之作,三轴数控加工则是铸就这份精湛的幕后英雄。机芯中的擒纵轮、摆轮等中学部件,对形状精度、动平衡要求极高。三轴数控机床利用高精度滚珠丝杠与直线导轨,保障坐标轴运动丝滑顺畅,切削时刀具路径误差趋近于零。加工擒纵轮,细致铣削轮齿,保证齿形完美、啮合精细;打造摆轮时,先车削出轻薄均匀的轮缘,再精确钻孔、铣槽,确保质量分布均匀,动平衡性能优越。全程数控系统依据零件特性实时调控主轴转速、进给量,配合前列刀具,雕琢出计时精细、经久耐用的机芯部件,让钟表滴答间尽显奢华品质。
在轨道交通蓬勃发展之际,车辆零部件的质量与精度直接关联运行安全。三轴数控加工担起关键职责,像高铁车轮、车轴这类中心部件,不容丝毫差错。加工车轮时,三轴数控机床精细控制刀具,沿 X、Y、Z 轴协同运动,先是粗铣去除大量毛坯余量,再精铣踏面、轮缘,严格把控尺寸精度,使其契合轨道超高要求,保障列车高速平稳运行时不脱轨、少磨损。车轴加工更为精细,数控系统依钢材特性优化切削参数,车削、铣削无缝衔接,保证圆柱度、同轴度等形位公差极小,历经探伤检测也毫无瑕疵,经三轴数控打造的质量零部件,为轨道交通的可靠性筑牢根基,护送万千旅客安全抵达目的地。
三轴数控在面对难加工材料时,需采用特定的切削策略。像钛合金、镍基合金等材料,具有强度、高硬度和低热导率等特性,这给加工带来了巨大挑战。首先,在刀具选择上,倾向于使用具有高硬度和耐磨性的硬质合金刀具或陶瓷刀具,并结合合适的涂层,如氮化钛涂层,以提高刀具的切削性能和耐热性。其次,切削参数的设定至关重要。由于难加工材料切削时产生的热量大且不易散发,所以要采用较低的切削速度,同时适当提高进给量和切削深度,以保证切削的稳定性和效率。例如,在加工钛合金零件时,主轴转速可能控制在较低范围,而进给量则根据刀具和零件的具体情况进行精细调整。此外,还需采用有效的冷却润滑方式,如高压冷却系统或微量润滑技术,及时带走切削热,减少刀具磨损和工件热变形,确保三轴数控能够顺利完成对难加工材料的加工任务。
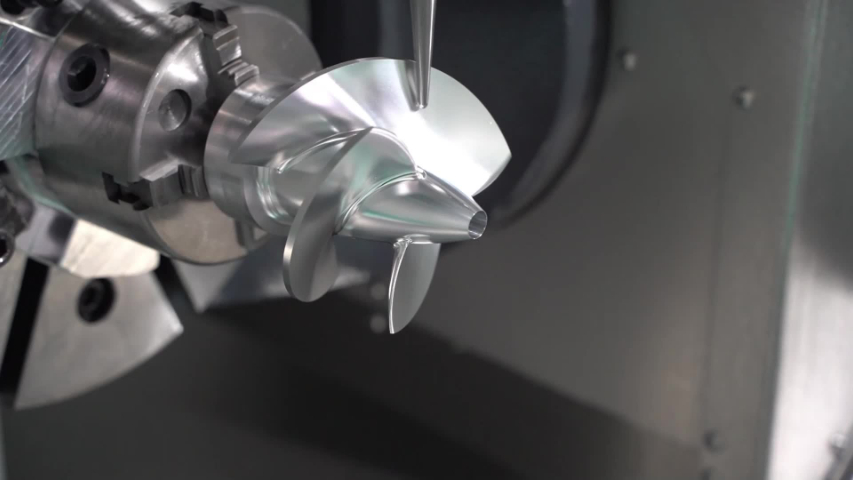
车铣复合加工中,三轴数控精确规划刀具路径,保障复杂轮廓的成型。江门教学三轴加工
三轴数控编程是实现高质量加工的主要环节。编程时需要深入理解零件的几何形状、加工工艺要求以及机床的运动特性。首先,合理选择编程坐标系,确保与机床坐标系的准确对应,便于后续的坐标计算和程序调试。例如,对于回转体零件,常以其轴线为 Z 轴建立坐标系。其次,刀具路径规划至关重要。在加工复杂曲面时,采用合适的曲面加工策略,如等高线加工、扫描线加工等,能够在保证精度的同时提高加工效率。同时,要注意刀具半径补偿的正确应用,根据刀具实际半径及时调整补偿值,避免过切或欠切现象。此外,在编写程序时还应考虑加工过程中的切削液开启关闭、主轴转速和进给速度的动态调整等辅助指令,以适应不同的加工阶段和工况。通过不断积累编程经验和学习先进的编程技术,能够充分发挥三轴数控机床的加工潜力。

- 珠海数控三轴车床 2025-08-26
- 湛江京雕三轴教育机构 2025-06-18
- 珠海数控三轴一体机 2025-06-18
- 深圳调机三轴培训机构 2025-06-18
- 惠州教学三轴机床 2025-06-17
- 珠海三轴价格 2025-06-17


