- 品牌
- 上海爱佳工厂规划&物流咨询
- 服务项目
- 智能工厂规划&物流设计咨询
- 服务地区
- 全国
- 适用对象
- 各类制造业企业和物流相关企业
- 提供发票
- 是
- 营业执照
- 是
- 专业资格证
- 是
- 参数模板
- 1
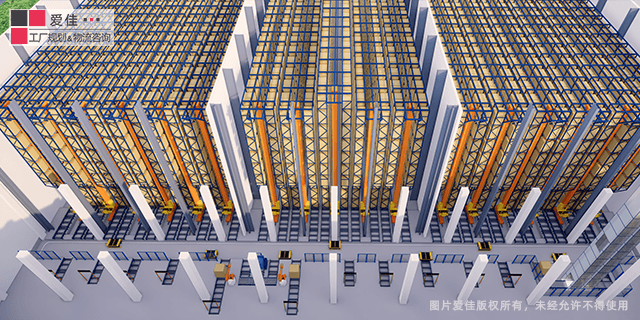
不同类型的工厂和生产流程需要不同的布局策略,以下是一些具体的布局策略,以及它们适合的工厂类型:流水线布局:适用于大批量、重复性生产的工厂,如汽车制造厂和电子产品组装厂。通过将生产流程分成一系列连续的工作站来提高效率。功能布局:适用于多样化的生产要求,如定制产品生产。根据生产过程的功能性将工作站组织在一起,以便灵活地适应不同的生产需求。细胞制造布局:适用于小型生产单元,每个单元专注于一种产品或产品家族的生产。提高生产的灵活性和质量,减少运输和库存。过程布局:适用于连续流程生产,如化工工厂和食品加工厂。根据连续流程的要求将设备和工作站组织在一起。混合布局:适用于多样化的生产环境,结合了流水线、功能和细胞制造布局。可以根据产品类型和需求进行灵活切换。U型布局:适用于需要频繁材料和信息流动的生产。将工作站排列成U形,以便操作员更容易协作和交流。分散布局:适用于大型工厂,其中不同部门需要相对单独的操作。将不同的生产区域分散在工厂内,以减少交叉干扰。集中控制布局:适用于需要集中控制和监测的高度自动化生产。生产设备和工作站布局围绕集中控制中心,以便管理和调度。专业布局规划咨询团队,深入调研分析,提供科学布局方案。厂房布局规划一站式

选择和取舍不同的布局方案是一个关键的决策过程,需要综合考虑多个因素,以确保适合的工厂布局。以下是一些指导原则和步骤:明确目标和需求:首先,明确工厂的目标和需求。不同的产品类型、产量要求和生产流程可能需要不同的布局。价值流分析:进行价值流分析,以了解当前的生产流程,并识别存在的浪费和瓶颈。这可以为布局选择提供基础数据。布局选项:制定不同的布局选项,包括直线布局、U型布局、流水线布局等。成本效益分析:评估每个布局选项的成本效益。考虑建设成本、设备投资、运营成本、维护成本等因素。生产效率:分析每个选项的生产效率。考虑产能、工作站利用率、生产周期等指标。空间利用:考虑每个选项对工厂空间的利用效率。某些布局可能需要更多的空间,而某些则更紧凑。员工舒适度和安全性:关注员工的工作环境,确保他们的舒适度和安全性。可维护性:考虑每个选项的设备维护和维修要求。可持续性:考虑环境可持续性因素。风险评估:评估每个选项的风险。某些布局可能更容易受到供应链中断或其他风险的影响。员工参与:吸收员工的反馈和建议,考虑他们对布局选择的看法。精益工厂布局规划设计方案工厂专业布局规划以提高生产效率为导向,合理设计生产线布局,减少物料搬运,实现高效生产。
当涉及到工厂规划的深刻原理和洞见时,我们可以讨论以下观点:布局即战略:工厂布局不只是一种操作,它是战略的延伸。布局决策会影响生产效率、市场响应速度和成本结构,因此必须与企业战略相一致。创新和颠覆:深刻的工厂规划要求创新和颠覆。企业需要不断挑战传统,尝试新的工艺、技术和业务模式,以保持竞争力。可视化与数字化融合:工厂规划应将可视化和数字化融为一体。虚拟工厂建模、增强现实和人工智能技术的应用将提供前所未有的能力,帮助优化规划决策。生态系统思维:工厂不再是孤立的实体,而是一个生态系统的一部分。生产的重新定义:深刻的工厂规划要求重新定义生产。定制化、小批量生产和个性化需求正在改变生产方式,因此工厂规划必须适应这一变革。人工智能和机器学习:工厂规划的未来将受到人工智能和机器学习的深刻影响。这些技术将帮助实现预测性维护、自动化决策和智能化生产。全球化和本地化平衡:全球化趋势和本地化需求之间的平衡是工厂规划的挑战。企业需要在全球范围内布局工厂,同时满足本地市场的需求。可持续价值创造:工厂规划不只关注成本,还应着眼于可持续价值创造。这包括社会责任、环保和员工幸福感等方面.
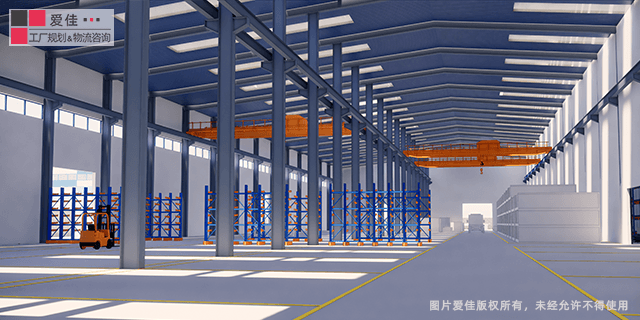
针对新能源电池工厂,不同工艺过程的布局需要根据生产工艺和特定要求进行优化。以下是几个关键的工艺过程以及它们的布局考虑因素:电池材料制备:原材料储存:确保原材料的储存区位于电池生产线附近,以减少物料运输距离。材料混合和处理:布置混合设备和搅拌器,以便将原材料混合均匀。粉末烘干和颗粒制备:将粉末或颗粒送至下一个工艺步骤,避免材料积压。电池组装:装配线:布局装配线,以较小化组件运输和组装时间。工作站:安排工作站,以确保工人能够高效地完成组装任务。自动化设备:引入自动化设备,如机器人,以提高组装速度和一致性。电池测试:测试设备布局:安排测试设备,以确保每个电池都经过必要的性能测试。测试工作站:建立测试工作站,以便工作人员可以监控和记录测试结果。数据管理系统:引入数据管理系统,以存储和分析测试数据。包装和成品储存:包装区域:设立包装区域,以将成品包装为产品。成品储存区:安排成品储存区域,以便存储和管理成品库存。发货区域:确保发货区域与货运通道相连,以便顺畅发货。废弃物处理:废弃物收集点:在生产线附近设置废弃物收集点,以便及时处理废弃物。工厂布局规划咨询,优化工艺流程,减少物料搬运浪费。
针对新能源电池工厂,不同工艺过程的布局需要根据生产工艺和特定要求进行优化。以下是几个关键的工艺过程以及它们的布局考虑因素:电池材料制备:原材料储存:确保原材料的储存区位于电池生产线附近,以减少物料运输距离。材料混合和处理:布置混合设备和搅拌器,以便将原材料混合均匀。粉末烘干和颗粒制备:将粉末或颗粒送至下一个工艺步骤,避免材料积压。电池组装:装配线:布局装配线,以较小化组件运输和组装时间。工作站:安排工作站,以确保工人能够高效地完成组装任务。自动化设备:引入自动化设备,如机器人,以提高组装速度和一致性。电池测试:测试设备布局:安排测试设备,以确保每个电池都经过必要的性能测试。测试工作站:建立测试工作站,以便工作人员可以监控和记录测试结果。数据管理系统:引入数据管理系统,以存储和分析测试数据。包装和成品储存:包装区域:设立包装区域,以将成品包装为产品。成品储存区:安排成品储存区域,以便存储和管理成品库存。发货区域:确保发货区域与货运通道相连,以便顺畅发货。废弃物处理:废弃物收集点:在生产线附近设置废弃物收集点,以便及时处理废弃物.工厂专业布局规划需深入研究生产需求,精心设计各功能区,确保物料顺畅流动,人员高效作业,提升整体效益。工厂精益布局规划专业团队
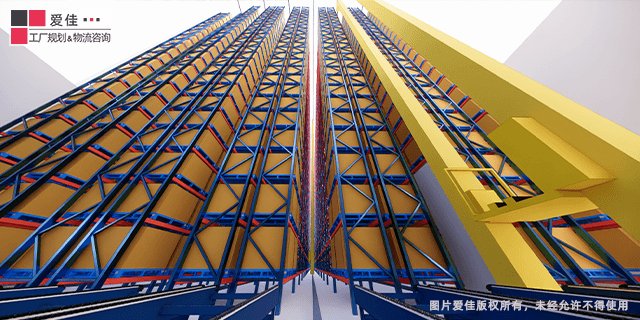
工厂专业布局规划,改善工作流程衔接,提升整体运营效率。厂房布局规划一站式
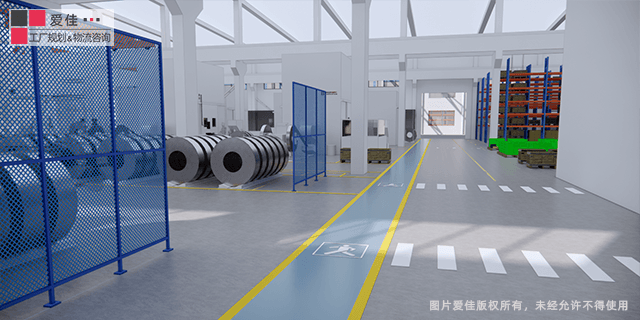
上海爱佳工厂布局规划咨询。工厂布局规划的底层逻辑从实际物理空间内的物流角度来看,主要围绕着优化物料和信息流动,以实现高效的生产和运营。以下是底层逻辑的简要描述:物料流动的较短路径:工厂布局的首要目标是确保物料在工厂内以较短的路径从原材料区域到生产线,再到终产品区域。生产线平衡:布局规划需要确保生产线上的工作站在能力上相对平衡,以避免生产瓶颈或某些工序的过度生产,从而提高整体生产效率。流量分隔:不同类型的流动需要在工厂内分隔开来,以防止混淆和交叉污染。库存管理:布局规划需要考虑库存的合理存放位置,以较小化库存占用的空间,并确保物料的易于访问和检索。作业站点设计:工作站的布局和设计需要优化操作员的工作效率,确保他们可以轻松访问所需的工具、设备和材料。安全考虑:物料流动的布局必须考虑安全性,确保工人和设备之间有足够的空间,防止事故发生。紧急通道和应急设备也需要适当安置。信息流动:与物料流动一样,信息流动也需要优化。可扩展性和适应性:布局规划应具备足够的可扩展性,以应对未来的生产需求增长。它还需要适应不同的产品或生产流程变化,以确保长期的可用性。厂房布局规划一站式
- 工厂精益布局规划联系方式 2025-07-25
- 工业园布局规划专业团队 2025-07-25
- 智能车间布局规划设计团队 2025-07-25
- 厂房布局规划厂家 2025-07-25
- 车间布局规划厂家 2025-07-25
- 工厂设施布局规划顾问 2025-07-25
- 工厂设施布局规划报价 2025-07-25
- 工厂设备布局规划咨询 2025-07-25
- 工厂专业布局规划企业 2024-11-29
- 工厂仓库布局规划咨询公司 2024-11-29
- 工厂设施布局规划价格 2024-11-29
- 专业工厂布局规划团队 2024-11-29