天木生物常规生物反应器的消泡控制系统具有100-1000000的灵敏度调节范围,支持手动和智能两种控制模式,可根据泡沫产生情况自动调节消泡剂添加量。通气系统提供手动转子流量计和自动质量流量计两种配置,通气范围可根据罐体大小进行选择。尾气处理配备冷凝系统,有效减少培养液的蒸发损失。报警控制系统可设置参数范围和报警条件,确保实验安全运行。系统还具备完善的审计功能,所有参数修改过程都会留下记录,满足质量管理的要求。高容积发酵罐作为大型生物反应器,采用高效搅拌与曝气技术,适配工业化大规模发酵。辽宁本地发酵罐

天木生物始终注重技术创新和产品优化。通过持续研发投入,不断推出性能更优异、操作更便捷的发酵设备。同时,公司建立了完善的技术支持体系,为用户提供从设备安装、操作培训到维护保养的服务。这种对产品质量和用户服务的高度重视,使得天木生物在行业内赢得了良好的声誉。展望未来,随着生物技术的快速发展,对发酵设备的要求也将不断提高。天木生物将继续秉持创新理念,进一步优化产品性能,拓展应用领域,为用户提供更加先进的发酵解决方案。特别是在智能化、自动化方面,公司将加大研发力度,推动发酵设备向更高水平发展,为生物制造产业的进步做出更大贡献。黑龙江发酵罐发酵罐作为生物反应器,搭配专门消泡系统,避免泡沫过多影响发酵效率与产物质量。

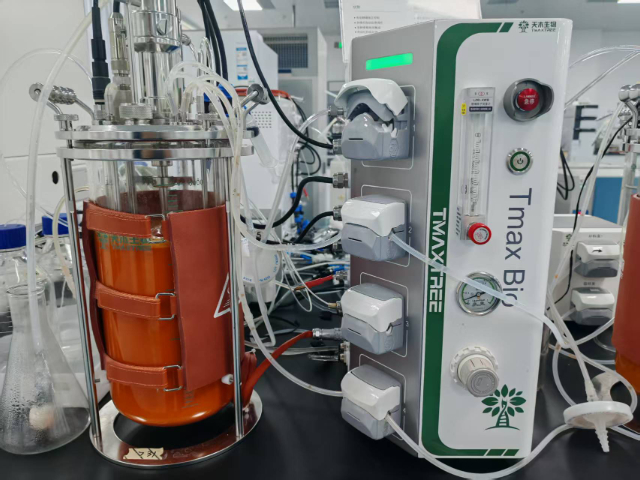
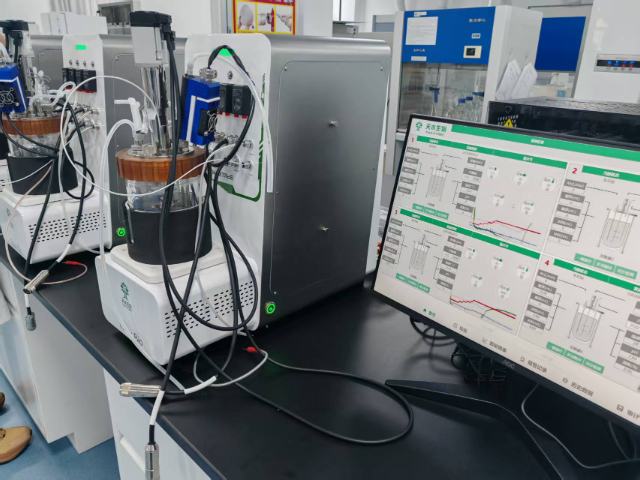
天木生物Tmax Bio系列平行生物反应器采用创新的模块化设计理念,在硬件架构上实现了重大突破。该系统通过独特的分布式控制架构,使每个反应单元都具备完全的温控、pH调控、溶氧监测、搅拌控制和通气管理功能。控制系统搭载高性能工业级处理器,配合先进的控制算法,可实现多个反应单元的同步控制。特别值得一提的是其智能温度调控系统,采用多段PID控制策略,配合PT1000高精度温度传感器,在环境温度波动±5℃的条件下仍能维持培养温度在设定值±0.1℃范围内。该系统还创新性地采用了热冗余设计,在主控系统出现异常时能自动切换至备用控制系统,确保长时间发酵实验的连续稳定运行。
在生物导电材料生产中,Tmax Bio系列实现技术突破。系统通过在线纳米纤维产量监测优化合成条件,使产率达到15g/L。新型的纯化系统通过在线电导率监测,将产品纯度提升至99.9%。在线性能测试确保材料符合电子行业标准。在航空生物燃料生产中,Tmax Bio系列展现性能。系统通过在线烷烃分布监测优化代谢途径,使生物航空煤油比例达到60%以上。新型的分离系统通过在线闪点监测,将产品品质提升至航空标准。在线稳定性测试确保燃料符合极端环境要求。疫苗生产用发酵罐作为关键生物反应器,承担病毒扩增任务,是防疫物资生产的关键装备。
在过程参数监测方面,Tmax Bio系列集成了多项先进的在线检测技术。其独特的非侵入式生物量监测系统通过近红外光谱技术实时追踪菌体浓度变化,测量范围覆盖0.1-150 OD,分辨率达到0.01 OD。在线代谢物分析模块采用微流控芯片技术,可同时检测葡萄糖、乳酸、乙酸等12种关键代谢物浓度,采样间隔短可达10分钟。尾气分析系统配备高精度红外二氧化碳传感器和顺磁氧分析仪,每20秒更新一次数据,准确反映微生物的呼吸代谢活性。这些先进的检测手段共同构成了完整的发酵过程实时监控网络,为过程优化和代谢研究提供了丰富的数据支持。发酵罐作为生物反应器,其清洗程序自动化运行,既保障便捷性又满足无菌生产要求。青海用户友好发酵罐
发酵罐作为关键生物反应器,经工业验证可将微生物产物转化率提升 30% 以上,保障量产稳定性。辽宁本地发酵罐
在饲用酶制剂生产中,Tmax Bio系列实现了重大的突破。系统通过在线耐热性监测优化表达条件,使产品耐受85℃制粒温度。新型的包被系统通过在线成膜性监测,将胃液存活率提高到了90%以上。在线效价评估确保产品应用效果。在微生物水泥生产中,Tmax Bio系列展现创新应用。系统通过在线脲酶活性监测优化培养条件,使酶活达到5000U/mL。新型的菌液保护系统通过优化保存条件,将产品有效期延长至12个月。在线固结强度测试实时指导配方优化。辽宁本地发酵罐
无锡源清天木生物科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的化工中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来无锡源清天木生物科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!