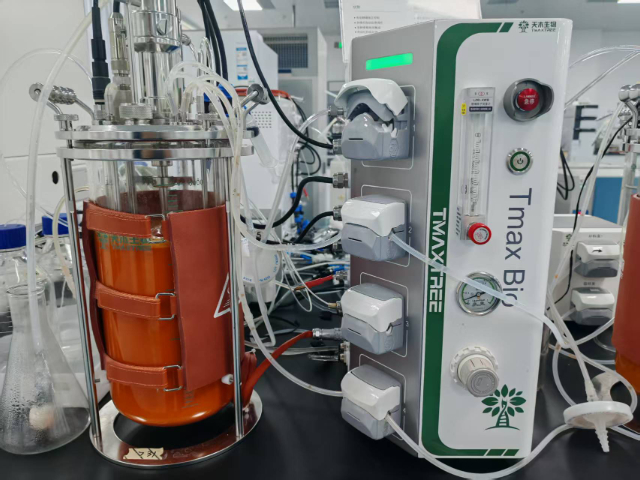
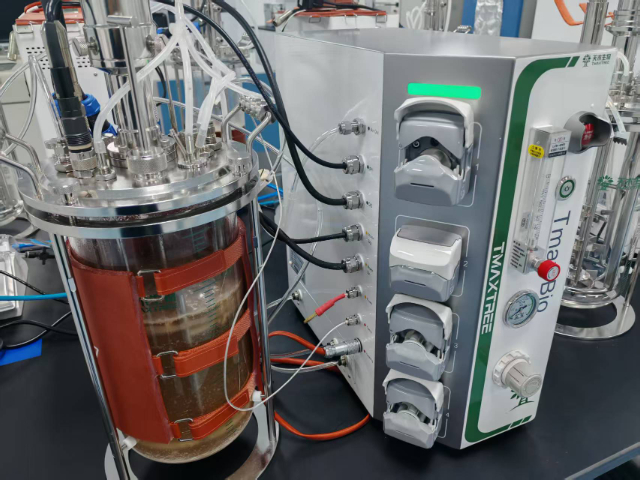
天木生物Tmax Bio-M极简式生物反应器以其创新的设计理念在实验室领域独树一帜。该设备采用高度集成化的设计,将通气、搅拌、温控等基础功能模块整合在紧凑的机箱内。其智能温度控制系统采用半导体温控技术,配合PID控制算法,实现了±0.2℃的温度控制精度。搅拌系统提供6档可调转速,通过优化桨叶设计,在较低转速下即可获得良好的混合效果。这种简约而不简单的设计理念,使设备在保持优异性能的同时,大幅降低了成本以及空间占用。玻璃发酵罐作为可视化生物反应器,便于观察反应进程,是实验室研发的常用设备。福建培养基优化发酵罐
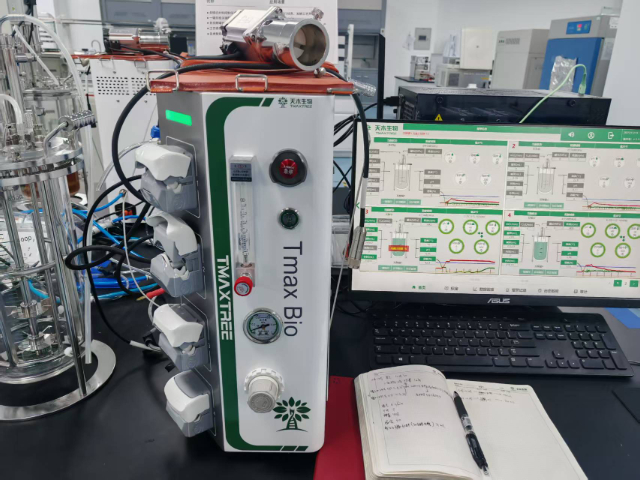
软件系统是Tmax Bio系列的**竞争力之一。基于云原生架构的新一代控制软件支持多终端访问和远程监控。人工智能引擎通过机器学习算法自动识别过程异常,并提供优化建议。数字孪生系统可建立精确的发酵过程虚拟模型,实现工艺参数的预测优化。特别开发的协作平台支持多团队并行开发,实验数据可实时共享和讨论。系统还提供了完整的电子实验记录本功能,支持实验方案的标准化管理和自动化执行。这些创新功能提升了研发效率,使研究人员能够更专注于科学问题的探索。发酵罐电话发酵罐作为关键生物反应器,经工业验证可将微生物产物转化率提升 30% 以上,保障量产稳定性。
在技术参数方面,Tmax Bio多功能生物反应器展现出好的性能指标。系统采用伺服电机驱动,搅拌速度范围0-1500rpm,转速波动控制在±1rpm以内,确保培养过程的稳定性。温度控制采用PT100温度电极,精度达到±0.1℃,为微生物生长提供精确的温度环境。pH控制系统选用瑞士进口Hamilton电极,控制精度±0.02,能够精确维持培养体系的酸碱平衡。溶氧控制同样采用Hamilton电极,测量范围0-150%,支持极谱法电极与光氧电极可选,实现智能控制。
值得一提的是,天木生物发酵罐在细节设计上处处体现着对用户需求的关注。例如,尾气冷凝系统可有效减少培养液蒸发损失;多级权限管理既保证了操作灵活性又确保了系统安全性;模块化设计使得设备维护和升级更加便捷。这些贴心的设计使得设备不*性能优异,而且易于使用和维护,能够长期稳定地为用户提供可靠服务。从应用效果来看,天木生物发酵罐在多个领域都展现出的性能。在酿酒酵母培养中,系统表现出优异的平行性和重现性;在大肠杆菌高密度培养中,生物量和产物表达量均优于传统摇瓶培养;在重组蛋白表达中,通过精确的过程控制有效提高了蛋白的可溶性表达率。这些成功的应用案例充分证明了天木生物发酵罐的技术先进性和实用价值。农业领域中,发酵罐作为生物反应器,可规模化生产生物农药、微生物肥料等绿色产品。

在生物导电材料生产中,Tmax Bio系列实现技术突破。系统通过在线纳米纤维产量监测优化合成条件,使产率达到15g/L。新型的纯化系统通过在线电导率监测,将产品纯度提升至99.9%。在线性能测试确保材料符合电子行业标准。在航空生物燃料生产中,Tmax Bio系列展现性能。系统通过在线烷烃分布监测优化代谢途径,使生物航空煤油比例达到60%以上。新型的分离系统通过在线闪点监测,将产品品质提升至航空标准。在线稳定性测试确保燃料符合极端环境要求。合成生物学领域中,发酵罐作为关键生物反应器,实现人工设计代谢路径的高效表达。中国香港低能耗发酵罐
发酵罐作为生物反应器,搭配专门消泡系统,避免泡沫过多影响发酵效率与产物质量。福建培养基优化发酵罐
在纤维素酶工业化生产中,Tmax Bio系列实现了技术突破。系统采用基于在线酶活监测的智能诱导策略,通过动态调控诱导剂浓度使酶活达到2500U/mL。新型的剪切力控制系统通过计算流体动力学优化搅拌桨设计,将酶活损失降低至5%以下。在线蛋白聚集监测模块通过动态光散射技术实时优化表达条件,显著提高了产品稳定性。在1,3-丙二醇生物制造中,Tmax Bio系列展现出好的性能。系统通过在线甘油浓度监测智能调控补料策略,使产物浓度达到130g/L。新型的产物萃取耦合系统通过在线相分离监测实时优化萃取效率,将下游分离成本降低40%。在线副产物分析模块通过气相色谱技术减少3-羟基丙醛积累,使产品纯度达到99.5%以上。福建培养基优化发酵罐
无锡源清天木生物科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的化工行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**无锡源清天木生物科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!