在性能表现方面,TmaxBio-M与传统大型反应器相比毫不逊色。对比实验显示,在酿酒酵母培养中,其生物量得率与7L传统反应器相当,且重现性更优。在大肠杆菌高密度培养中,通过优化培养策略,菌体密度达到OD600=120,与大型反应器处于同一水平。这些数据充分证明了该设备在常规培养中的性能,完全可以满足大多数实验室的日常需求。TmaxBio-M的经济性优势尤为突出。设备购置成本为传统反应器的三分之一,且运行能耗降低50%以上。紧凑的设计使占地面积减少70%,特别适合空间有限的实验室。简易的维护需求进一步降低了使用成本。这些特点使其成为预算有限用户的理想选择,让更多实验室能够负担得起高质量的发酵设备。小型发酵罐作为实验室生物反应器,适用于菌株筛选、工艺优化等研发阶段的小规模试验。黑龙江一体化发酵罐

硬件方面,反应器罐体采用高硼硅玻璃材质,机加工件使用316L不锈钢,具有良好的耐腐蚀性和生物相容性。系统支持三级登录权限管理,不同权限用户可执行的操作各不相同,这既保证了操作的灵活性,又确保了系统的安全性。控制柜尺寸为35cm×20cm×70cm,整体结构紧凑,适合实验室环境使用。这些硬件特性共同确保了设备能够长期稳定运行,满足各类发酵实验的需求。在应用案例中,TmaxBio系统展现出优异的平行性。在酿酒酵母四联罐发酵实验中,各罐参数控制稳定,过程曲线几乎完全重合。平行罐的补料量偏差低于5%,菌体生长趋势一致,稳定期OD600值相差不超过4%。这表明该系统在各反应单元间具有高度的一致性,能够确保实验结果的可靠性和重现性。这种平行性对于工艺优化和放大研究具有重要意义,可以显著提高研发效率。江西细胞培养发酵罐发酵罐作为生物反应器,搭配专门消泡系统,避免泡沫过多影响发酵效率与产物质量。

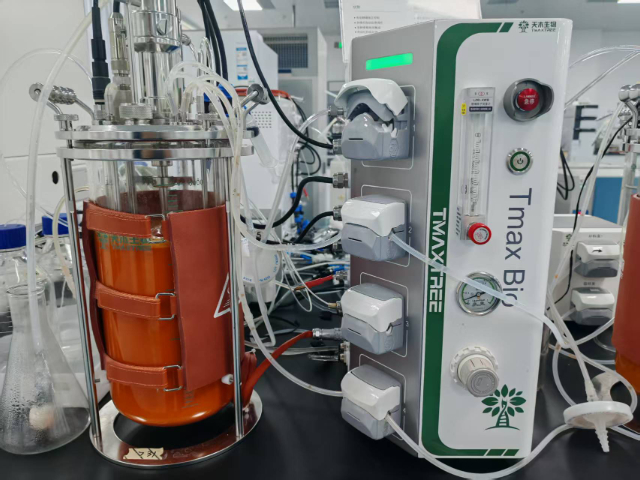
天木生物Tmax Bio多功能平行生物反应器是生物过程开发和优化的高效工具,其特点是多个单独的反应器单元能够并行运行。每个反应单元均配备温度、pH、溶氧、搅拌和通气控制系统,并集成在线监测传感器,确保在完全一致且高度可控的环境条件下同时进行多个培养实验。该系统支持一键操作功能,提升了实验效率和重现性。通过平行设置、平行启动和平行标定的工作模式,研究人员能够在相同条件下对比不同工艺参数的影响,快速获得可靠的实验数据。此外,系统还具备工艺对比和模型导出功能,便于对发酵过程进行深入分析和优化。
放大技术是TmaxBio系列的又一优势领域。基于多尺度原理的放大策略,通过系统研究不同规模下的传质传热特性,建立了精确的放大模型。计算流体动力学仿真模块可预测放大过程中的流场变化和剪切力分布。在实际应用中,从3L到5000L的放大过程中,关键工艺参数偏差控制在10%以内。某生物技术公司利用该放大平台,将单克隆抗体的生产工艺成功放大到生产规模,产品质量属性保持一致,降低了技术转移风险。对于特殊微生物的培养,TmaxBio系列展现出适应性。严格厌氧培养模块通过集成多级除氧系统和氧化还原电位控制,可将溶解氧浓度维持在0.01ppm以下。高压培养模块采用特殊的密封设计,工作压力可达2.0MPa。光生物反应器模块支持光谱和光强的精确编程,满足光合微生物的特殊需求。这些功能扩展了设备的应用范围,使其成为极端微生物资源开发的重要工具。膜分离发酵罐作为集成化生物反应器,将发酵与分离结合,缩短生物制品生产流程。

在技术参数方面,TmaxBio-1L基础款罐体容积为1升,温控范围高于室温,搅拌转速分六档,分别对应350/550/600/800/950/1200rpm,满足不同培养阶段的混合需求。通气范围0至1L/min可控,用户可根据菌株的耗氧特性精确调节通气量。系统配件可自由扩展,补料款可外接小型蠕动泵,补料速度可调;过程检测款增配pH、溶氧电极显示,pH显示范围2-12,可外接蠕动泵实现pH控制,溶氧显示范围0-150%。应用案例显示,TmaxBio-M极简式生物反应器在性能上与传统设备相当甚至更优。在酿酒酵母的对比实验中,使用YPD培养基及高密度发酵培养基,以生物量为对比参数,将极简式生物反应器与摇瓶、赛多利斯7L罐进行对比。实验结果显示,极简式生物反应器的发酵效果与赛多利斯7L罐相同,二者均稍优于摇瓶发酵结果。这表明该设备在保持小型化优势的同时,并未降低发酵性能。发酵罐作为生物反应器,其密封式设计与无菌操作流程,有效阻断杂菌污染路径。浙江发酵罐市场价
高容积发酵罐作为大型生物反应器,采用高效搅拌与曝气技术,适配工业化大规模发酵。黑龙江一体化发酵罐
在腺相关病毒(AAV)载体规模化生产中,Tmax Bio系列实现了关键突破。系统采用三重质粒共转染工艺,通过在线质粒浓度监测精确控制转染比例。新型的温度诱导系统通过程序化温控策略,使病毒载体滴度达到1×10^14 vg/L。在线空壳率监测模块通过分析型超速离心技术实时优化包装效率,将完整病毒颗粒比例提升至85%以上。这些创新使药物的生产成本降低,加速了临床应用进程。在CAR-T细胞扩增工艺中,Tmax Bio系列展现出独特优势。系统采用封闭式自动化培养,通过在线细胞活性监测实时调整细胞因子添加策略。创新的代谢物控制模块通过动态调节葡萄糖和谷氨酰胺浓度,将细胞扩增倍数提升至500倍以上。在线表型分析系统通过流式细胞术确保CD3+CD8+细胞比例维持在推荐范围。这些技术的应用使产品的质量和稳定性得到提升。黑龙江一体化发酵罐
无锡源清天木生物科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的化工中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,无锡源清天木生物科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!