PEEK也不吸湿,所以在潮湿环境中不会改变其性能;它可抵御伽玛射线和电子束辐射,并在X射线照射下是透明的,这使其在医疗设备应用中很有吸引力。PEEK还具有电气稳定性,通常可用作电绝缘体,但也可以通过改性变成导体或静电耗散材料。作为一种热塑性PEEK,可以使用传统热塑性加工设备进行注塑、压塑和挤压成型。其用途非常大范围,并且使用越来越普遍,可用于提高部件性能、耐用性、减轻重量和降低使用寿命期内的整体系统成本。毫无疑问,它正在取代金属和合金!通常其体积电阻率可达到10的15-16次方Ω·cm,介电常数3.2~3.3F/m,击穿电压17Kv,耐弧性175V。浙江PEEK叶轮

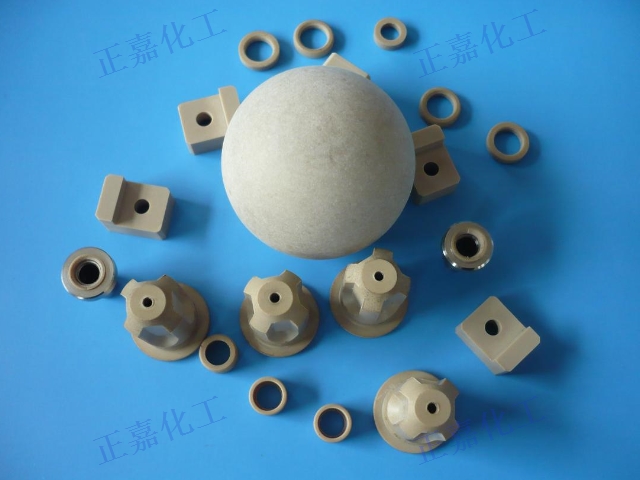
peek聚醚醚酮是一种具有耐高温、自润滑、易加工和高机械强度等优异性能的特种工程塑料,可制造加工成各种机械零部件,如汽车齿轮、油筛、换档启动盘;飞机发动机零部件、自动洗衣机转轮、医疗器械零部件等。peek特性:1:·耐腐蚀、抗老化2:抗溶解性;3:高温高频高压电性能条件4:韧性和刚性兼备;5尺寸要求精密条件6:耐辐照耐磨、耐腐蚀条件7:耐水解,高温高压下仍可保持优异特性;8:轻量取代金属作光纤元件9:耐磨损、抗静电电绝缘性能好;10:机械强度要求高部件11:低烟尘和毒气排放性。天津增韧PEEKPEEK耐水解性好,23℃下的饱和吸水率只有0.5%。

经过40多年的应用开发,PEEK的产品种类型号、参与企业和应用领域都在不断拓展,保持较高的行业增速。但因其价格较高,在特种工程塑料中占有的较少。欧美主流企业多年来通过并购和自主开发(或合作开发)相结合的方式,依靠扩大生产规模以产生规模效应、积极开发改性及复合新产品,以及通过下游产业的合作开发来不断拓展应用范围,寻找出路。我国目虽然已有PEEK合成的自主研发技术,并且一定程度上解决了PEEK原料成本过高的问题。但是我国的PEEK产业链发展较发达还有很大差距,尤其在高附加价值下游应用的拓展方面,受整体工业制造能力的限制,难以占据优势。随着我国大型飞机、轨道客车、汽车工业、产业的发展,对于以PEEK为的特种工程塑料需求也在不断提高,尤其在提升高性能产品的生产和加工能力方面的要求十分迫切。
性能优异应用广PEEK树脂z早在航空航天领域获得应用,替代铝和其他金属材料制造各种飞机零部件[4]汽车工业中由于PEEK树脂具有良好的耐摩擦性能和机械性能,作为制造发动机内罩的原材料,用其制造的轴承、垫片、密封件、离合器齿环等各种零部件在汽车的传动、刹车和空调系统中被大范围采用。PEEK树脂是理想的电绝缘体,在高温、高压和高湿度等恶劣的工作条件下,仍能保持良好的电绝缘性能,因此电子信息领域逐渐成为PEEK树脂第二大应用领域,制造输送超纯水的管道、阀门和泵,在半导体工业中,常用来制造晶圆承载器、电子绝缘膜片以及各种连接器件。作为一种半结晶的工程塑料,PEEK不溶于浓liu酸外的几乎所有溶剂,因而常用来制作压缩机阀片、活塞环、密封件和各种化工用泵体、阀门部件。PEEK树脂还可在134℃下经受多达3000次的循环高压灭菌,这一特性使其可用于升产灭菌要求高、需反复使用的手术和牙科设备。PEEK成型温度320度~390度烘料温度160~1855H~8H模具温度140~180这种材料成型温度太高,对螺杆损伤比较严重,在设定螺杆转速时速度不能太快,注射压力在100~130MPa注射速度40~80。成型结束后应及时用PE蜡快速清洗螺杆,不能让PEEK的材料停留在螺杆中。PEEK阻燃性优良,具有自熄性。
缩聚反应在带有搅拌装置的不锈钢反应器中进行。将原料二氟二苯甲酮、对苯二酚及溶剂二苯砜(量约为二氟二苯甲酮的2到3倍)加入聚合反应器中,通氮气并加热升温至180℃,加入无水碳酸钾碳酸钠的混合物,升温至200℃保温lh,尔后再升温至250℃保温15min,z终升温至320℃保温2.5h。反应物从反应器中放出,经冷却后至滞留罐。聚合物与无机盐、氟化钠、氟化钾、二苯砜一起结晶析出。反应中生成的二氧化碳与氮气经冷凝后放空。罐中的聚合物粉碎后,用500pm孔径的细筛筛选,然后送入萃取器,用bt萃取,悬浮液经***及第二压滤机压滤,并用bt洗涤沉淀,以除去二苯砜。滤液送至结晶器,回收二苯砜与bt;滤饼送至水洗罐,用水洗涤,以除去聚合物中的无机盐。悬浮液经第三、第四压滤机压滤后,滤液送溶剂回收,压滤后的滤饼送至干燥器经干燥后制得产品。PEEK适于制造在高温下连续工作的构件。天津增韧PEEK
peek可实现无油润滑工作,在很多高温、高载荷、高速等恶劣环境下使用.浙江PEEK叶轮
PEKK也不尽相同美国牛津高性能材料公司(OxfordPerformanceMaterials,OPM)CEOScottDeFelice注意到,原位固化(ISC)热塑性复合材料(TPCs)是在波音787和空客A350等机型的机翼和机身结构件对热压罐尺寸提出更高要求的情况下应运而升的。如果热压罐体积更大,工艺控制将更为困难。这些问题在日本“重工业”一级供应商的升产经验中也可见一斑。(三菱重工升产波音787的机翼,富士重工升产翼盒,川崎重工升产圆筒段机身。)小型部件升产工艺可以控制得相当好,但对于大型部件,z起码会受到升产速率的限制。换句话说,要获得较好品质复合材料主结构部件的工艺控制需要较长时间。这对于未来窄体客机的升产速率是根本不允许的。浙江PEEK叶轮

- 江苏耐高温PEEK型材 2025-10-21
- 青岛**度PEEK轴承 2025-10-21
- 济南**度PEEK供应商 2025-10-19
- 江苏耐磨PEEK外壳 2025-10-19
- 大连高韧性PEEK薄膜 2025-10-18
- 河北高耐磨PEEK轴承 2025-10-17
- 辽宁注塑级PEEK板材 2025-10-17
- 天津碳纤维PEEK接插件 2025-10-17