半导体工厂数字化的未来趋势:随着技术的不断进步和应用场景的拓展,半导体工厂数字化将呈现以下趋势:智能化程度提高:未来,半导体工厂将更加注重智能化技术的应用,如人工智能、机器学习等,以实现更高效、更智能的生产和管理。数字化与绿色化融合:数字化与绿色化将成为半导体工厂发展的重要方向。通过数字化技术优化生产流程,降低能耗和排放,实现可持续发展。产业链协同优化:数字化将促进半导体产业链上下游企业的协同合作,实现资源共享和优势互补,提高整个产业链的竞争力。数字工厂通过智能排程系统优化生产流程,减少生产等待时间,提高生产效率。中山仓库数智工厂系统开发
数字孪生智慧工厂的崛起,标志着工业制造进入了一个全新的时代。与传统的工厂相比,数字孪生工厂在自动化、智能化、预测与决策、资源利用以及员工体验等方面都展现出了巨大的优势。首先,数字孪生智慧工厂实现了高度的自动化和智能化。传统的工厂通常依赖于人工操作和固定的生产线,而数字孪生工厂则借助传感器、物联网技术和大数据分析,能够实时监测生产过程,自动调整生产参数,从而较大限度地提高生产效率和品质一致性。综上所述,数字孪生智慧工厂相对于传统工厂,具有更高的自动化程度、精确的预测和决策支持、资源利用效率提高和员工工作体验改善等明显优势。它表示了工业制造的未来,有助于企业提高竞争力,推动工业生产向着更加智能、高效和可持续的方向发展。广东物流灯塔工厂系统数字工厂的智能培训系统,个性化培训方案,员工成长加速。

数字化工厂的优势和挑战:数字化工厂的优势包括提高生产效率和质量、降低成本、缩短生产周期、提升产品创新能力等。数字化工厂可以通过实时监测和分析生产数据,及时发现问题并进行调整,从而提高生产效率和质量。数字化工厂可以通过自动化和智能化技术,降低人力成本和能源成本,从而降低总成本。数字化工厂可以通过数字化设计和仿真技术,缩短产品开发周期,并提高产品创新能力。数字化工厂的挑战包括技术门槛高、投资成本大、管理难度大等。数字化工厂需要投入大量资金和人力资源,才能实现数字化转型。数字化工厂需要建立完善的管理体系,才能保证数字化技术的有效应用。
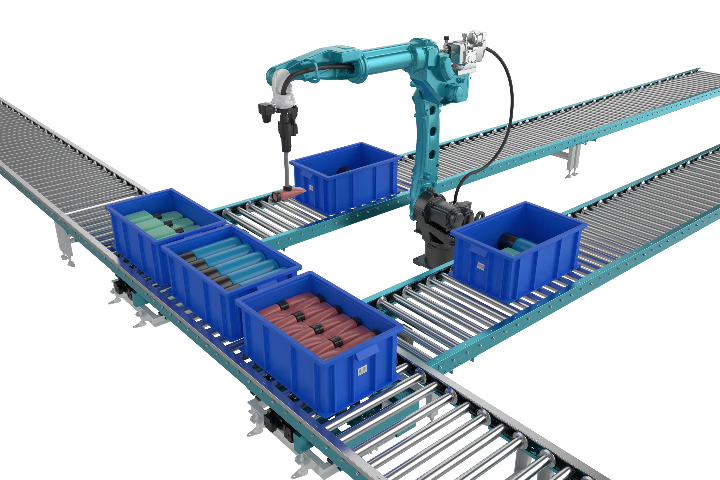
随着工业4.0和中国制造2025倡议的提出,智能制造和数字化工厂概念逐渐进入人们的视野。数字化工厂包括设施数字化、过程数字化、管理数字化等几个层次。设施数字化是系统和设备的集成,设备之间信息互联,系统之间数据互通。过程数字化强调生产过程可视化,包括生产数据的实时采集和分析、设备故障预警处理和组件管理等。管理数字化是指从管理层、执行层到操作层全系统互通,从产品研发设计到制造的全流程管理,通过智能制造系统平台全方面收集数据并进行有效分析,为企业管理层决策提供数据支持。在数字工厂,智能机器人协同作业,复杂任务轻松完成。

ESC云服务的方案:1. 数据安全方案。ESC云服务提供全方面的数据安全方案,包括数据加密、访问控制、安全审计等方面,帮助企业保护主要数据资产。2. 性能优化方案。ESC云服务通过全方面的性能优化方案,包括应用性能管理、服务器优化、网络优化等方面,提高企业IT系统的性能和稳定性。3. 灾备方案。ESC云服务提供完善的灾备方案,确保企业业务在遭遇突发事件时能够快速恢复,保证企业的连续性运营。4. 云迁移方案。ESC云服务提供专业的云迁移方案,帮助企业将传统IT系统迁移至云端,实现业务的快速上云。数字工厂的智能能源系统,实现能源回收利用,绿色环保。温州智慧工厂系统
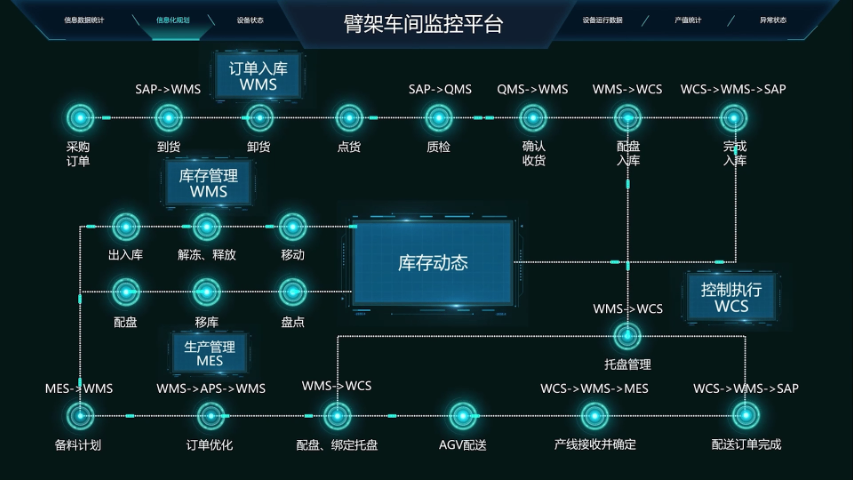
数字工厂的远程监控系统,让管理者随时随地查看生产进度。中山仓库数智工厂系统开发
1990年11月,美国先进制造研究中心AMR(Advanced Manufacturing Research)就提出了MES(制造执行系统)概念。1997年,MESA提出的MES功能组件和集成模型,包括11个功能,同时规定,只要具备11个功能之中的某一个或几个,也属MES系列的单一功能产品。2004年,MESA提出了协同MES体系结构(c-MES)。20世纪90年代初期,中国就开始对MES以及ERP的跟踪研究、宣传或试点,而且曾经提出了 “管控一体化”,“人、财、物、产、供、销”等颇具中国有特色的CIMS、MES、ERP、SCM等概念,只是总结、归纳、宣传、坚持或者提炼、提升不够,发展势头不快。中山仓库数智工厂系统开发