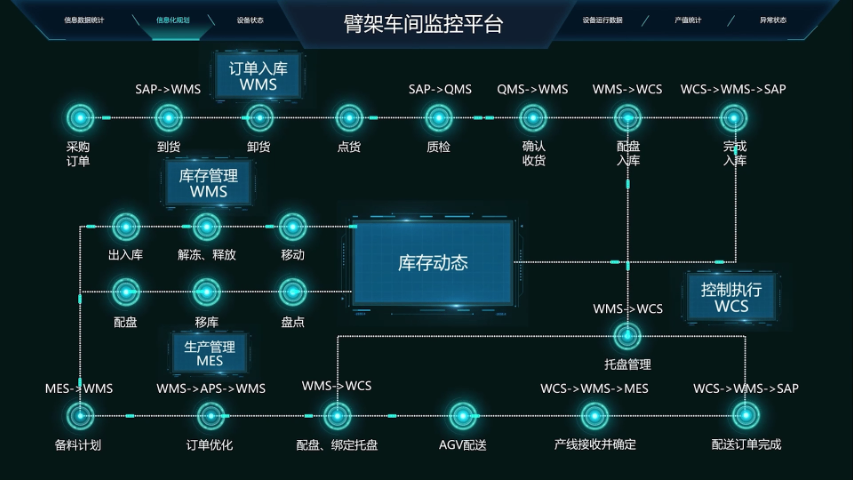
制造执行系统(MES)旨在提升企业执行能力,具有不可替代的功能,竞争环境下的流程行业企业应分清不同制造管理系统的目标和作用,明确MES在集成系统中的定位,重视信息的准确及时、规范流程、利用工具、管理创新,根据MES成熟度模型对自身的执行能力进行分析,按照信息集成、事务处理、制造智能三阶段循序渐进地实施MES系统,才能充分发挥企业信息化的作用,提高企业竞争力,为企业带来预期效益。随着数字化时代的快速发展,企业对于数据安全和性能优化的需求日益增长。在这样的背景下,ESC云服务应运而生,为企业提供全方面的IT解决方案,帮助企业应对数字化时代的发展需求。ECS系统可与上层管理系统集成,实现设备数据和生产指令的互通。广东仓库灯塔工厂系统

智能回转柜特点:贮存量大:智能回转柜采用悬挂多层回转搁板设计,较大程度上增加了有效库容量。例如,自动选层柜每层可存放多卷资料,总库容量可达数百卷,满足大量物品的存储需求。自动定位:智能回转柜能够自动定位到选定位置,节省查找时间。通过电脑联网自动控制,实现自动捷径选层,提高存取效率。远程操作:具备远程控制功能,用户可通过手机或电脑远程操作智能回转柜,方便管理和监控。数据记录与管理:智能回转柜能够记录档案存放位置和存取记录,帮助建立档案管理系统。这些过程都可以完整的记录在系统数据库中,实现档案全生命周期的智能管理,提高工作效率。东莞物流智能工厂数字工厂借助机器学习算法优化生产流程,预测设备故障,减少停机时间。

存在的误区:一、智慧工厂就是机械地把主加工工艺设备联起来,在实际生产中,在制品在机械地联结下寸步难行,其原因就是忽视了智慧工厂的精髓:生产节拍。每个主加工设备的节拍都不一样,只有经过专业设计、规划,并在ERP、MES系统的统筹调度下,才能实现真正的智慧化生产。二、智慧工厂完全不用人工,智慧工厂依然需要人工,但是所需人工少、素质要求高。根据实际测算,年产能80-100万平米的建筑玻璃智慧工厂,用工人数比传统工厂减少15-20人左右,主要省去了玻璃上片工、调运工等重复性工种。三、智慧工厂的工艺布局可以模仿复制,智慧工厂的设计原则应遵循产品生产工艺,合理利用、配置自动化设备,将主加工工艺设备联结起来,并进行统筹管理。但实际进行工艺设计时,会根据客户产品比例、产品特点、销售模式(内销or外销)、产能要求、电力负荷等一系列因素综合考虑。可以说,每一个智慧工厂都是独特的。
建设数字工厂的优势和价值是巨大的确保产品质量,通过虚拟工位与电子识别技术的结合,数字工厂可以对质量数据进行自动化采集,实现质检任务协同化、质量管控过程透明化。同时,数字工厂可以实现质量信息的可追溯性,支持通过扫码、订单信息、产品信息等维度的查询,实现对零件工序级的可追溯性。此外,数字工厂还与ERP、PLM、SRM等供应链上下游系统的数据接口无缝对接,为质量数据分析奠定全方面扎实的基础。严格把关生产环节,减少不确定因素,确保了产品质量的稳定性。数字工厂通过5G技术实现设备间高速互联,提升数据传输速度,支持复杂应用场景。
数字化工厂面临的挑战:一直以来,我们都说数字化转型有3痛:不想、不敢、不会。这3个镣铐一起,给企业工厂数字化施了魔咒,转型一时间成了“困兽之斗”。但这些问题十分明显,是中小企业谋生存求发展的必答题,也是中国制造业真实的底色。尽管数字化工厂具有许多优势,但在实践中仍然面临着许多困局和挑战。作为在电子商务和电子支付领域内全球公认的数字化先进者,中国在制造业领域内对数字化的应用却仍处于起步阶段。中国制造为产业变革注入了强心针,突显了战略紧迫性,但只有在企业大胆拥抱数字化的情况下才能取得实质性的进展,并产生深远影响。数字工厂的生产线可以根据订单需求自动调整,实现个性化定制与批量生产的无缝切换。广东仓库灯塔工厂系统
WCS(仓库控制系统)实时调度设备,优化物料搬运流程,提高作业效率。广东仓库灯塔工厂系统
工业通信无线化:工业通信无线化也是当前智慧工厂探讨比较热烈的问题。根据专业人士分析,到2013年,全球工厂自动化中的无线通讯系统应用,将每年增加约40%。随着无线技术日益普及,各家供应商正在提供一系列软硬体技术,协助在产品中增加通信功能。这些技术支援的通信标准包括蓝牙、Wi-Fi、GPS、LTE以及WiMax。然而,在增加无线连网功能时,晶片及相关软体的选择极具挑战性,包括优化性能、功耗、成本和规模,都必须加以考虑,更重要的是,由于工厂需求不像消费市场一样的标准化,必须适应生产需求,有更多弹性的选择,较热门的技术未必是较好的通信标准和客户需要的技术。广东仓库灯塔工厂系统