广东明睿智博针对多层级组织结构下的集团企业,开发出一套多工厂共享平台架构的MES系统,支持异地生产基地之间的计划协同、物料调度与工艺标准统一。该系统通过集中控制平台对不同地区的生产任务进行统一规划,并同步各分厂的设备能力、人员配置、物料状态等中心数据,实现柔性调度与产能统筹。集团总部可实时掌握所有工厂的生产进展、订单完成率与质量合格率等中心指标,从而做出更具前瞻性的经营决策。广东明睿智博还为多工厂MES配备了多语言、多币种、多权限的管理体系,确保系统在海外工厂、合资企业等场景中也能高效落地。该平台架构已在新能源汽车、家用电器、五金制造等行业中应用,是企业推进跨区域协同制造、提升整体响应能力的强大技术支撑。广东明睿智博ECS系统具备跨平台部署能力,可兼容多类型PLC与传感器设备系统。黑龙江智能物料软件系统哪家好
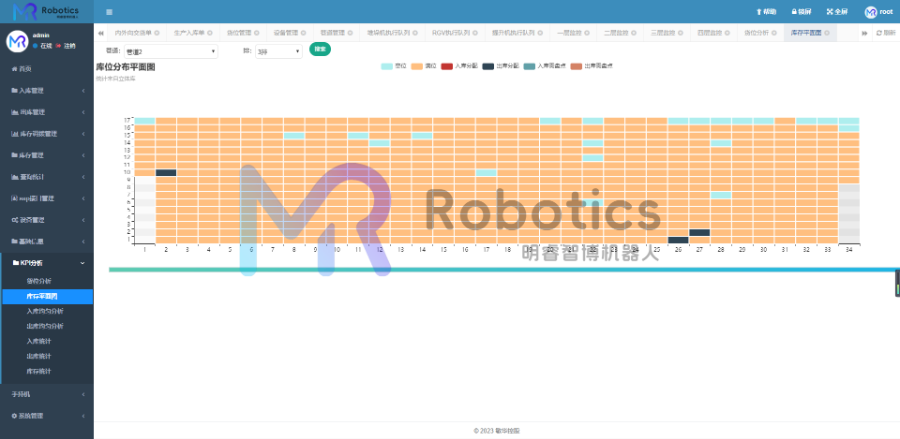
广东明睿智博打造的物流软件系统在多组织、多仓储、多层级分拨体系中表现出极强的适应能力。系统支持总部统筹控制与分仓运作之间的灵活切换,帮助企业构建统一管理、灵活调度的分布式物流网络。每个仓库节点都可部署子系统,自动接收总部订单任务、库存补货指令与盘点计划,并根据本地设备情况进行动态调度。总部系统可实时汇总各分仓的库存、订单、作业进度等数据,为管理层提供运营视图。广东明睿智博的物流软件系统还支持集成物流商对接接口,包括顺丰、京东、德邦、菜鸟等,实现发运数据自动流转与物流轨迹同步。企业无需人工录单或频繁导入导出文件,即可完成订单到客户的全程可视化跟踪,降低了管理复杂度与出错风险,为集团型客户提供可靠的数智物流管理支撑。黑龙江智能物料软件系统哪家好广东明睿智博MES系统支持工艺模板快速复用,提升车间投产效率与系统部署灵活性。
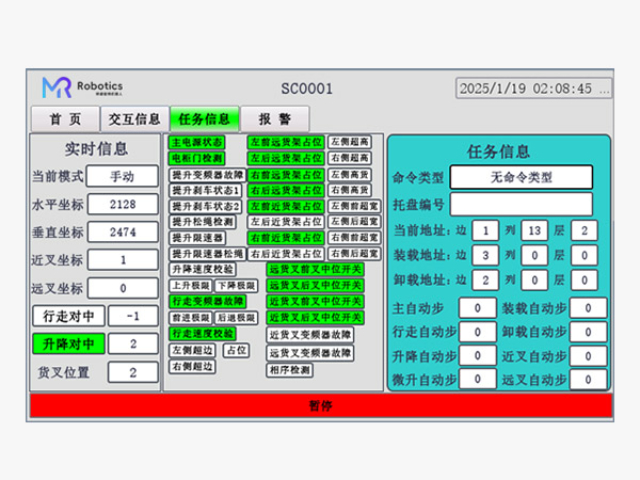
广东明睿智博通过构建统一的设备控制平台(ECS),大幅提升制造现场各类自动化设备之间的协同效率。传统自动化现场中,不同厂商、不同年代的设备往往因接口、协议不同而互不兼容,导致调度困难、信息割裂。明睿智博以标准化的工业通信协议为基础,在ECS系统中引入协议适配中间件与通用IO控制接口,实现对AGV、堆垛机、码垛机、输送机、检测工位等多设备的集中管理与逻辑控制。系统支持任务并发处理、动作分解执行与故障联动报警,在设备异常时可自动切换作业路径或暂停系统并推送报警,保障生产稳定运行。此外,ECS系统可与上层MES、WCS平台集成,实现作业任务从指令层到动作层的完整闭环。广东明睿智博的该系统适用于智能产线、包装工厂、分拣中心等场景,是构建高柔性、高稳定性的制造系统的中心技术支撑。
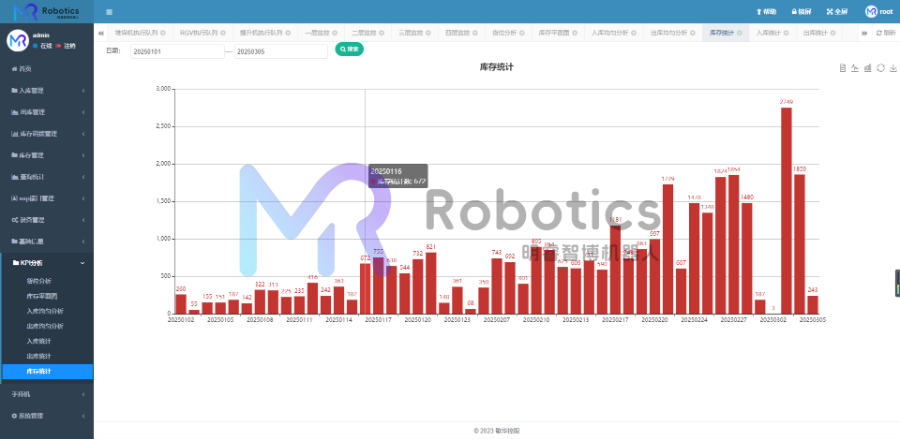
广东明睿智博提供的ECS系统(设备控制系统)不仅是自动化设备运行的底层驱动中心,更是实现全厂物流设备协同作业的关键中枢。系统可对接市面主流PLC、伺服驱动器、传感器等底层设备,通过标准或定制通信协议建立设备层与控制系统之间的高效数据通道。ECS不仅具备任务执行控制功能,还集成运行状态采集、故障报警、逻辑判断、自检与维护提示等子系统,能够提前识别异常趋势并辅助维护人员实施预判性维修,明显降低停机率。广东明睿智博还在ECS平台中融合多种逻辑控制方式,如时间轴驱动、事件驱动、优先级决策等,使系统既能应对规则明确的场景,也能处理并发复杂的柔性场景。在实际应用中,该系统服务于家电制造、重工装配、仓储配送中心等行业,是自动化系统平稳运行的重要基础设施。仓储数据分析平台支持智能库存管理系统,实现仓储数据可视化,广东明睿智博持续推动智能升级。
广东明睿智博的MES制造执行系统深度融合精益生产理念,打通计划层到设备控制层的数据断层。在汽车零部件工厂,系统通过工序级任务动态派工、实时质量门控制、设备效能深度分析三大模块,实现生产透明化率100%。质量追溯矩阵技术,将527台设备的生产参数、质检结果与物料批次深度绑定,形成产品全生命周期数字档案。当发生质量异常时,溯源时间从传统72小时压缩至12分钟,产品召回成本降低67%。智能防错机制通过工装夹具传感网络与视觉检测联动,将人为失误导致的废品率降至0.08%。该系统更支持与ERP、PLM等多系统无缝集成,构建数字化工厂中心中枢。仓库智能分拣软件通过自动化仓储系统提升作业效率,广东明睿智博为行业带来先进解决方案。宁夏工厂物料流转软件系统对接
广东明睿智博MES系统为汽车制造行业构建柔性生产能力,助力缩短交付周期。黑龙江智能物料软件系统哪家好
广东明睿智博深刻理解物流系统之间协同运行的重要性,在实际项目中,始终坚持将WMS、WCS、MES、ECS进行高度集成,形成数据贯通、逻辑联动的系统生态。以一家电子制造企业为例,通过WMS系统管理原材料库存,WCS控制输送设备流转物料,MES掌控生产进度,ECS保障设备精确执行,形成了完整的“入库—生产—出库”自动化闭环。广东明睿智博的整体解决方案有效减少人工干预,降低差错率,并提升整体产能利用率,为客户带来真正的管理优化和成本控制。黑龙江智能物料软件系统哪家好