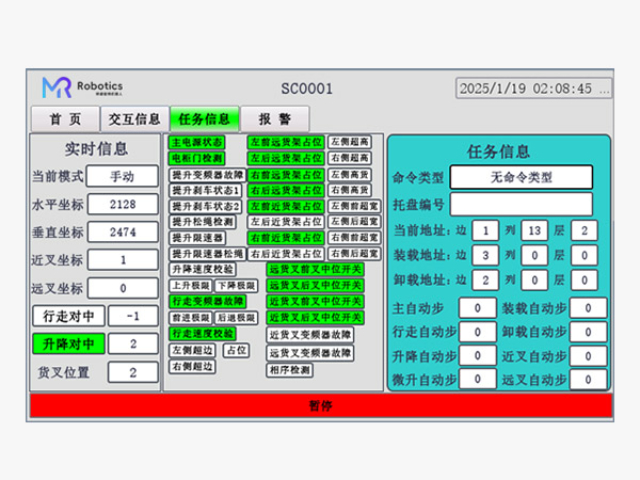
广东明睿智博通过构建统一的设备控制平台(ECS),大幅提升制造现场各类自动化设备之间的协同效率。传统自动化现场中,不同厂商、不同年代的设备往往因接口、协议不同而互不兼容,导致调度困难、信息割裂。明睿智博以标准化的工业通信协议为基础,在ECS系统中引入协议适配中间件与通用IO控制接口,实现对AGV、堆垛机、码垛机、输送机、检测工位等多设备的集中管理与逻辑控制。系统支持任务并发处理、动作分解执行与故障联动报警,在设备异常时可自动切换作业路径或暂停系统并推送报警,保障生产稳定运行。此外,ECS系统可与上层MES、WCS平台集成,实现作业任务从指令层到动作层的完整闭环。广东明睿智博的该系统适用于智能产线、包装工厂、分拣中心等场景,是构建高柔性、高稳定性的制造系统的中心技术支撑。智能仓库管理系统结合机器人仓储管理,提升仓储作业效率,广东明睿智博助力企业智能升级。河南工厂物料流转软件系统开发
MES系统特点:1)采用强大数据采集引擎、整合数据采集渠道(RFID、条码设备、PLC、Sensor、IPC、PC等)覆盖整个工厂制造现场,保证海量现场数据的实时、准确、全方面的采集;2)打造工厂生产管理系统数据采集基础平台,具备良好的扩展性;3)采用先进的RFID、条码与移动计算技术,打造从原材料供应、生产、销售物流闭环的条码系统;4)全方面完整的产品追踪追溯功能;5)生产WIP状况监视;6)Just-In-Time 库存管理与看板管理;7)实时、全方面、准确的性能与品质分析SPC;8)基于Microsoft .NET平台开发,支持Oracle/SQL Sever等主流数据库。系统是C/S结构和B/S结构结合,安装简便,升级容易;9)个性化的工厂信息门户(Portal),通过WEB浏览器,随时随地都能掌握生产现场实时信息;10)强大的MES技术队伍,保证快速实施、降低项目风险。云wms广东明睿智博MES系统具备工艺路径配置、数据采集、质量控制等功能,助力数字化制造升级。
广东明睿智博的智能物流软件系统是支撑“黑灯工厂”和无人化仓储愿景落地的关键软件基础设施。在高度自动化的场景中,WMS承担着全局资源调度和策略优化的“大脑”角色;WCS是实现多设备(如AGV集群、机械臂、自动化立库)高效协同的“神经中枢”;ECS确保每个执行单元精确可靠动作;MES则将生产指令与物流需求无缝衔接。广东明睿智博通过这四个中心系统的深度集成与协同,构建了一个能够自主感知、智能决策、精确执行、实时反馈的闭环系统,大幅减少对人力的依赖,实现24小时不间断高效、精确、安全的物流与生产作业,让企业迈向未来制造的更高形态。
广东明睿智博的ECS设备控制系统为制造提供纳米级精度保障。在光伏电池片生产场景中,我们通过EtherCAT总线实现0.5ms级设备同步控制,配合自适应振动抑制算法将机械手定位精度稳定在±0.03mm。某光伏企业应用后,镀膜机台工艺参数波动范围缩小68%,碎片率下降至0.12%。系统的热补偿模块实时修正环境温湿度对设备的影响,确保高洁净车间连续稳定运行。当检测到伺服电机电流异常时,系统可在50ms内切换至冗余控制单元,使产线恢复时间从传统2小时缩短至8分钟。广东明睿智博WCS平台支持3D设备仿真,可用于系统调试、培训与异常排查。
MES的定位,是处于计划层和现场自动化系统之间的执行层,主要负责车间生产管理和调度执行。一个设计良好的MES系统可以在统一平台上集成诸如生产调度、产品跟踪、质量控制、设备故障分析、网络报表等管理功能,使用统一的数据库和通过网络联接可以同时为生产部门、质检部门、工艺部门、物流部门等提供车间管理信息服务。系统通过强调制造过程的整体优化来帮助企业实施完整的闭环生产,协助企业建立一体化和实时化的ERP/MES/SFC信息体系。广东明睿智博物流软件系统可灵活对接多种自动化设备,实现系统级联动控制与数据实时共享。四川数据可视化平台软件系统供应商
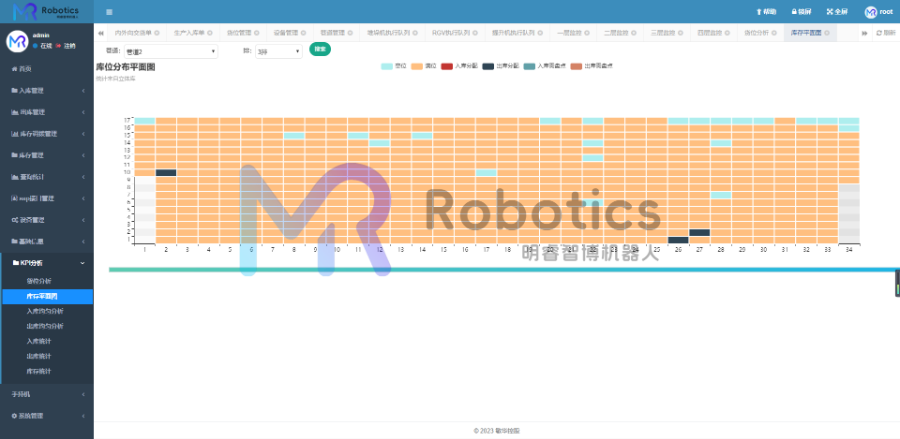
仓储数据分析平台支持智能库存管理系统,实现仓储数据可视化,广东明睿智博为企业提供专业服务。河南工厂物料流转软件系统开发
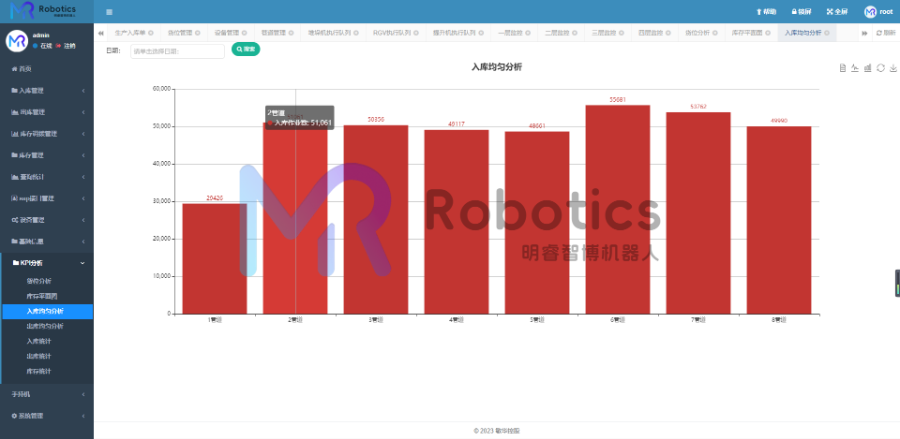
广东明睿智博的物流软件系统天生具备强大的数据分析与决策支持能力。系统在运行过程中积累的海量运营数据(库存周转、作业效率、设备状态、订单履行时效、质量信息等)并非沉睡在数据库中。广东明睿智博内置了多维度的BI分析报表和可视化看板,帮助企业管理者直观洞悉运营全貌,识别瓶颈环节(如长期积压的库位、效率低下的设备、高频出错的环节)。基于历史数据和算法模型,系统还能提供预测性洞察,如库存需求预测、设备潜在故障预警、产能规划建议等。这些由数据驱动的洞见,赋能企业管理者做出更科学、更及时的运营决策,持续优化资源配置,实现从经验管理向数据驱动的智能化管理跃迁。河南工厂物料流转软件系统开发