工业设备数据采集是智能制造的基础环节之一。无论是PLC、伺服控制器,还是温湿度传感器、振动检测仪等,各类工业设备都在实时产生海量数据。只有通过系统化采集与管理,企业才能真正“看见”设备的运行状态与异常趋势。广东明睿智博长期服务于制造业客户,其工业设备数据采集方案具备高扩展性与低耦合性,支持边缘节点本地处理与云端集中管理的混合架构。该方案已广泛应用于锂电、精密加工、食品饮料等行业,为设备预测性维护与整体效率提升提供可靠数据基础。仓储物流数据采集系统提升货物追踪效率,广东明睿智博助力物流智能化升级。甘肃生产线数字采集整体解决方案
MES数据采集对制造执行系统的效率与精度起着关键作用。只有将现场实时数据准确无误地传输到MES平台,才能实现工序级的闭环控制与绩效管理。广东明睿智博在MES数据采集方面具有深厚技术积累,支持对接各主流MES系统,并提供一站式设备采集网关解决方案。系统支持断点续传、边缘缓存、动态策略分发等功能,确保在网络波动或系统切换期间仍可持续采集数据。该解决方案适用于多种工业场景,帮助企业将“计划管理”真正落地为“数据驱动”的实时调度。中国香港能耗数据数字采集升级数据采集与预警平台支持异常监测与响应,广东明睿智博保障工业现场安全稳定运行。
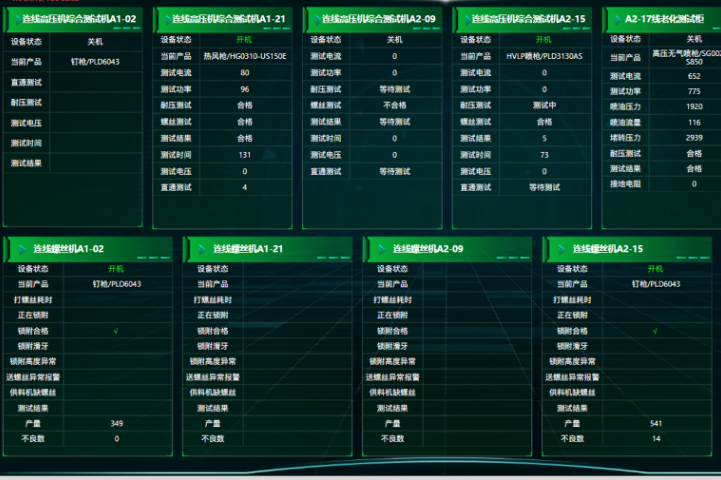
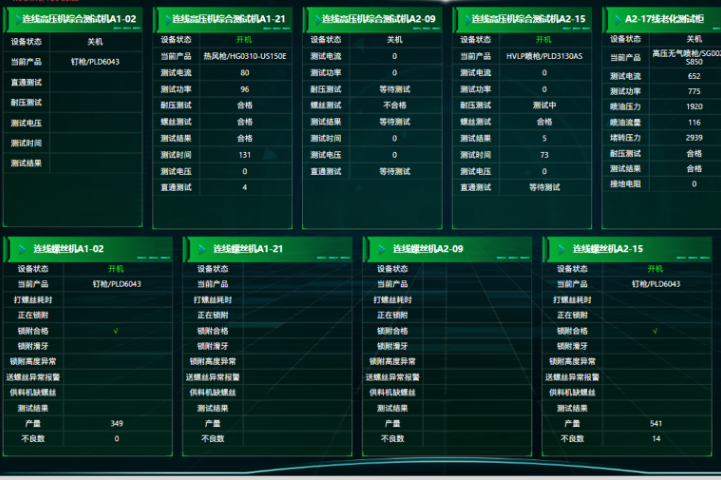
在现代制造业中,生产线数据采集不仅是对产线运行状态的精确掌握,更是实现自动化、智能化调度管理的基础手段。通过对每一个工位、每一道工序的数据持续采集,企业可以动态掌握生产节奏、工时消耗、设备利用率等关键指标。广东明睿智博结合工业现场的复杂性,打造了稳定高效的生产线数据采集系统,具备快速部署、协议多样、数据精细化等特点。系统支持对接ERP、MES等上层业务系统,实现生产数据的闭环流转。同时,其边缘处理能力有效缓解了中心服务器的压力,在保障实时性的同时提升数据安全性,帮助企业构建以数据为中心的精益管理体系。
广东明睿智博面向食品智能分拣工厂开发的仓储物流数字采集系统,聚焦于生鲜、预包装、调味品等SKU高度分散、周转效率要求极高的作业环境。系统接入分拣通道识别器、重量检测仪、扫码器、温控探头等,实现订单货物的自动识别、误差校验、区域分配与物流轨迹跟踪。明睿智博平台通过与WMS系统对接,实现分拣效率统计、操作员效率监控、异常箱件报警及视频关联。平台支持根据订单量预测动态调整通道启用数量与班组任务分配,提升运营弹性。该系统已在多家预制菜、火锅底料、水果配送中心中落地应用,有效降低人工误差、提升出库效率,帮助食品企业在高峰时段保持履约稳定性,增强用户满意度。广东明睿智博工业数字采集方案广泛应用于冶金、电力、汽车零部件等行业,提升管理数字化水平。

广东明睿智博为城市公共服务设施运维企业设计的环境监测数字采集系统,聚焦地下管廊、公共交通站台、变电站、通信基站等运维场景的温湿、气体、烟雾、水浸、电气状态等实时监控。系统部署低功耗广域网LoRa或NB-IoT无线终端,适应地下或干扰环境,确保采集数据稳定上传。平台支持按区域分组、分权限管理,可灵活切换查看各片区或项目设备状态、报警历史、维护进度等信息。广东明睿智博系统兼容智慧城市管理平台对接,支持城市级数据统一汇聚与多部门协同运维,是推动城市基础设施数字化与主动运维转型的重要支撑力量。条码/RFID数据采集实现物流信息实时更新,广东明睿智博提升供应链管理效率。黑龙江设备运行数字采集平台
传感器数据采集覆盖温度、压力等多种参数,广东明睿智博技术方案多样。甘肃生产线数字采集整体解决方案
广东明睿智博为新材料制造企业开发的工业数字采集系统,适用于功能性薄膜、电子陶瓷、复合材料、光学材料等高精产品的生产过程监控。系统支持张力检测、温控采集、刮涂厚度检测、光泽度监测、拉伸试验数字采集等关键工艺参数实时录入,并与材料批次、班组编号、设备编码一一对应,建立完整的生产履历链条。系统可接入视觉检测、红外检测等装置,实现缺陷智能识别,并实时报警或自动剔除异常品。明睿智博还提供数据报表分析、趋势预测模型等功能,辅助研发与工艺团队进行配方调整与设备调试。该系统应用于柔性电子、电容膜材料、医疗薄膜、显示屏涂布等生产场景,助力新材料企业在高附加值、零缺陷、柔性化方向稳步前行。甘肃生产线数字采集整体解决方案