广东明睿智博针对MES系统的数字采集需求,推出了一整套标准化与定制化并存的智能采集平台,支持各类设备、工艺和作业环节的数据对接与转换。MES系统的数据基础依赖于准确、及时的生产执行数据,明睿智博采用模块化采集架构,通过边缘计算终端与数字采集器实时获取产线的状态数据、操作记录、工单执行情况、质量检测参数等,并提供数据缓存、去重、校验等机制,保障数据在上报至MES系统前的完整性与准确性。系统支持与SAP、金蝶、用友等ERP平台对接,实现从订单下达到工艺执行、从数字采集到任务反馈的全过程闭环。明睿智博的采集平台不仅提升了MES系统的实用性,也为企业建立起标准化的车间数据管控体系,是实现制造信息系统协同的关键桥梁。数字化采集平台帮助工厂实现多源数据的统一管理,广东明睿智博提供定制化服务满足不同行业需求。宁夏数字采集系统
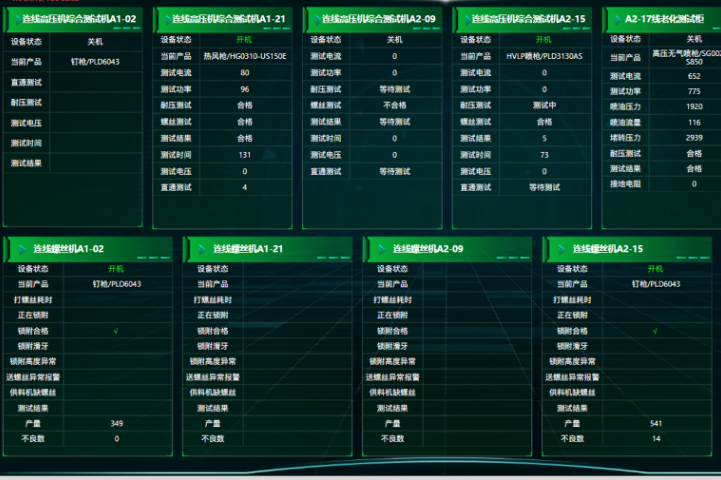
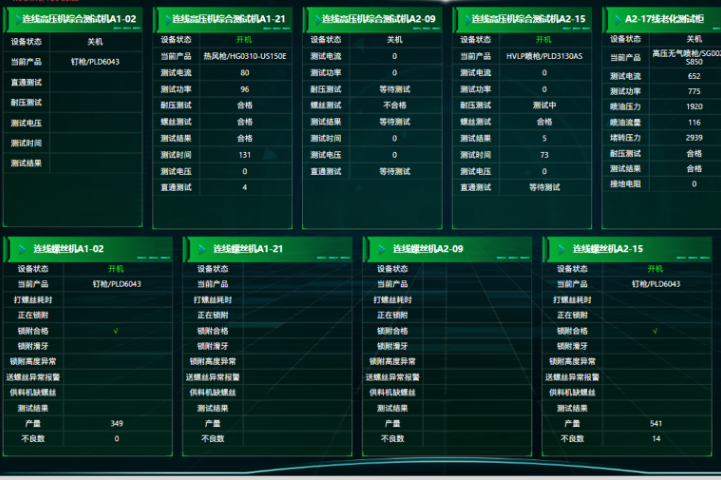
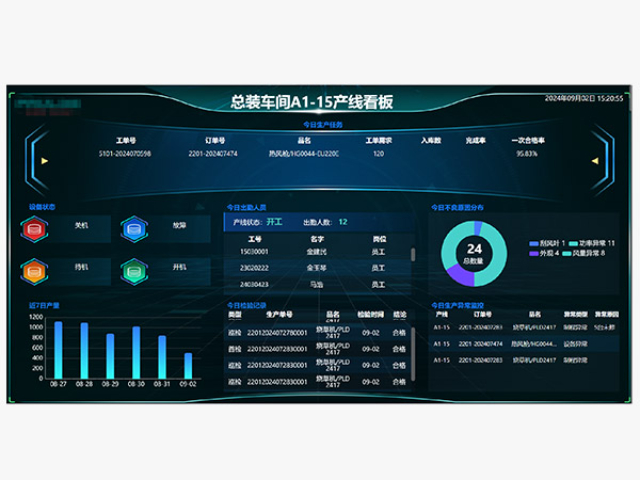
广东明睿智博在数字化车间采集方案中重点突出“多源异构融合”和“数据驱动决策”两大中心能力,构建从底层信号到上层系统的数据直连体系。系统可对接传感器、PLC、HMI、扫码枪、工控机、触摸屏等多类设备,统一采集设备状态、工艺执行、产能统计、工人操作等数据内容,并进行实时汇聚与处理。采集数据不仅用于分析,还可触发智能调度与反馈控制,实现异常自动响应与系统自调。明睿智博在系统中植入可视化车间大屏功能,将关键生产参数、效率趋势、设备健康状况等通过图表实时展示,使管理人员可及时掌握现场运行状态,提升车间决策效率与响应能力。此类系统应用于汽车零部件、电子制造、金属加工等领域,是构建数字孪生工厂与智能生产线的关键技术基础。天津数字工厂数字采集模块数据采集可视化系统使复杂数据变得直观易懂,广东明睿智博推动数字工厂信息透明。
广东明睿智博为木制品与定制家居制造企业构建的工业数字采集平台,围绕锯切、封边、打孔、贴皮、组装等工段进行设备状态与产品工艺参数的全过程采集。系统部署工业扫码器、测厚传感器、机加工日志采集终端等,对材料使用量、尺寸精度、加工时间、设备负载等进行实时分析,辅助工艺人员优化路径与节拍。广东明睿智博平台支持工单追踪,数据可回溯至原板材批次与供应商,实现质量责任闭环。系统还兼容三维设计软件导出的图纸数据,自动对接下料与打孔流程,避免人为输入错误。目前系统服务于整体橱柜、智能衣柜、办公家具等定制化车间,是实现“少人化、高柔性、数字驱动”的重要平台。
广东明睿智博在化工与精细化工行业推出工业现场数字采集系统,重点解决反应釜、干燥塔、冷凝器、泵站等设备的实时数字采集与安全预警问题。化工企业工艺复杂、介质多变,现场状态变化频繁,对采集系统的精度与实时性要求极高。明睿智博通过本安型采集模块部署于关键管道、阀门、仪表处,实时采集温度、压力、流量、液位、气体浓度等中心工艺参数。系统支持异常工况识别,结合安全联锁装置可进行本地响应,如自动关断泵浦、紧急切断气体通路等。所有数据通过专线传输至平台并支持与DCS系统对接,实现工艺监控与设备预防维护双重功能。该系统已在农药、染料、胶粘剂等行业得到实际应用,极大降低现场作业风险,提升企业本质安全水平。IoT数据采集模块连接多类型设备,广东明睿智博打造智能制造物联网生态。
广东明睿智博围绕高效生产理念,推出融合型数字采集系统,实现多条产线、多个车间、不同工序之间的数据集中采集与统一管理。系统打通生产、质量、能耗、物流、设备等子系统间的数据通道,在工厂内部构建起统一的数字采集平台,支撑数据标准化、实时化与透明化。通过集成工业边缘计算终端和物联网通信网关,广东明睿智博实现了多源异构设备之间的数据快速对接,即便是旧式机械设备也能通过非接触式传感器进行信息采集并上报分析。系统部署后,企业可从操作层级逐步转向数据驱动决策模式,减少因人为经验差异导致的生产波动。同时,明睿智博系统具备良好的拓展性和二次开发接口,可与主流MES、ERP、SCADA系统互联,为企业实现未来工业互联网架构打下坚实基础。数据采集可视化系统提升数据理解效率,广东明睿智博推动工厂信息化透明管理。云南数字化车间数字采集解决方案
数据采集与云平台对接支持远程监控,广东明睿智博实现数据的多端共享。宁夏数字采集系统
广东明睿智博针对航空航天零部件制造的高精密要求,构建了全流程覆盖的工业现场数字采集系统。系统主要应用于发动机叶片、涡轮壳体、航电设备等加工装配线,采集包括坐标测量数据、扭矩值、力控参数、加工路径、温控记录等中心指标。通过与数控设备(如五轴加工中心、坐标测量机)数据对接,平台实现实时异常报警与过程溯源。广东明睿智博系统还提供工艺版本控制机制,可根据批次自动调用对应工艺参数并记录执行偏差,实现“工艺数据驱动生产”。平台已服务于多家航空制造基地和民航发动机装配中心,在提升产品一致性、应对多标准质量审核方面,发挥了关键作用,推动我国航空零部件制造向“透明化、精细化、全链可控”转型升级。宁夏数字采集系统