Blob检测:根据上面得到的处理图像,根据需求,在纯色背景下检测杂质色斑,并且要计算出色斑的面积,以确定是否在检测范围之内。因此图像处理软件要具有分离目标,检测目标,并且计算出其面积的功能。Blob分析(Blob Analysis)是对图像中相同像素的连通域进行分析,该连通域称为Blob。经二值化(Binary Thresholding)处理后的图像中色斑可认为是blob。Blob分析工具可以从背景中分离出目标,并可计算出目标的数量、位置、形状、方向和大小,还可以提供相关斑点间的拓扑结构。在处理过程中不是采用单个的像素逐一分析,而是对图形的行进行操作。图像的每一行都用游程长度编码(RLE)来表示相邻的目标范围。这种算法与基于象素的算法相比,较大程度上提高处理速度。在医疗行业中,视觉检测设备可用于分析医学影像,提高诊断效率与准确性。珠海彩盒视觉检测设备厂家供应
视觉检测面临的挑战及解决方案:行业趋势与挑战。嵌入式视觉在自动驾驶、生命科学、消费电子等领域快速增长,但面临为客户设计有吸引力系统的挑战。深度学习在视觉检测中发挥重要作用,但其应用也并非全能,在解决一些复杂问题时仍存在局限性。不可见光成像效率的提高虽拓展了应用范围,但在特定波长环境下,还需进一步优化以满足更多检测需求。软件与硬件的集成问题:不同公司对同一事物使用不同术语,标准化通信存在差异,且视觉行业缺乏推动开放软件标准的有效力量。佛山尺寸视觉检测设备市场价格不同类型产品需采用不同算法进行图像处理,以提高缺陷识别率。
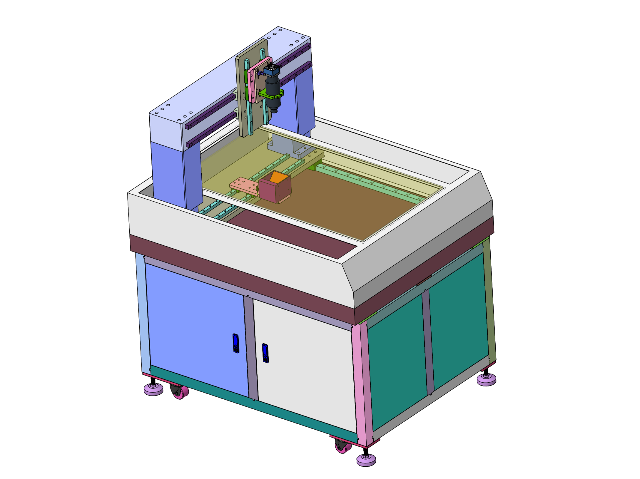
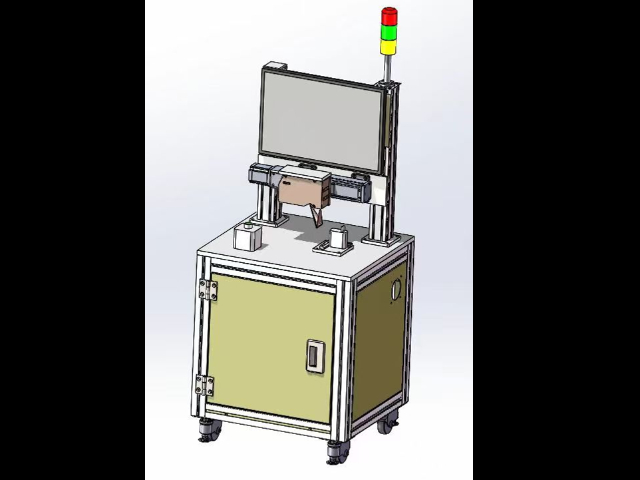
自动化视觉检测设备的运行轨迹如下:自动上料机构将产品一次传送至入料输送带上。将产品输送至视觉检测系统下方。工业相机对产品进行快速拍摄并剔除信息。对检测结果进行判断并剔除不合格产品。完成一个检测周期。机器视觉图像采集能够自动获取和分析特定的图像,以控制相应的行为。计算机视觉为机器视觉提供图像和景物分析的理论及算法基础,用于表面缺陷和异样类检查,解决零件复杂背景下定位、错漏装检验、缺陷探测、分类和光学字符识别应用等问题。
发展历史:1950年代,图像处理成为机械工业的一个检测项目,视觉检测作为一项生产检测机制诞生了;1960-1970年代,导弹和航天工业兴起,人工检测无法实现对导弹等精密工业品的检测,视觉检测机开始出现;1980年代,机械视觉检测被应用于当时方兴未艾的半导体工业;1990年代,智能相机的出现使视觉检测技术得到飞速发展,推动了制造业的视觉应用;2000年,数码相机的发明和普及,使得老式的帧式抓取相机被淘汰,视觉检测的成本较大程度上降低;2005年,梅特勒-托利多公司推出了世界上首台人机界面良好的视觉检测机。从此,工人在生产线上操作视觉检测设备就像操作电脑一样简单。视觉检测设备的软件系统可定制化开发,满足不同企业的个性化检测需求。
结果处理和控制:应用程序把返回的结果存入数据库或用户指定的位置,并根据结果控制机械部分做相应的运动。根据识别的结果,存入数据库进行信息管理。以后可以随时对信息进行检索查询,管理者可以获知某段时间内流水线的忙闲,为下一步的工作作出安排;可以获知内布匹的质量情况等等。应用现状:在国外,机器视觉的应用普及主要体现在半导体及电子行业,其中大概40%-50%都集中在半导体行业。具体如PCB印刷电路:各类生产印刷电路板组装技术、设备;单、双面、多层线路板,覆铜板及所需的材料及辅料;辅助设施以及耗材、油墨、药水药剂、配件;电子封装技术与设备;丝网印刷设备及丝网周边材料等。外部审核机构可协助企业评估其现有的视检流程,并提出改进建议与方案。中山3C数码电子视觉检测设备工作原理
视觉检测设备操作简单,工人经短期培训即可上手,降低企业人力成本和培训难度。珠海彩盒视觉检测设备厂家供应
机器视觉检测设备的硬件组成主要包括以下几个部分:光源:光源是机器视觉检测系统的关键组成部分,其主要作用是为被检测物体提供足够的亮度。根据不同的应用场景和检测需求,可以选择不同的光源类型,如LED、卤素灯、荧光灯等。镜头:镜头的作用是将被检测物体的图像聚焦至相机传感器上。根据不同的检测需求,可以选择不同焦距和规格的镜头,以确保获取清晰、准确的图像。相机:相机是机器视觉检测系统的主要组件之一,负责捕获被检测物体的图像。根据不同的应用场景和需求,可以选择不同类型的相机,如CCD相机、CMOS相机等。珠海彩盒视觉检测设备厂家供应
深圳市新视力智能有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的数码、电脑中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,齐心协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市新视力智能供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
主要应用领域详解。电子制造领域:在 PCB 线路板检测方面,机器视觉检测设备可以检测线路板上的短路、...
【详情】随着科技的飞速发展,机器视觉技术逐渐成为了现代工业生产中不可或缺的一环。其中,CCD视觉检测设备作为...
【详情】视觉处理器:视觉处理器集采集卡与处理器于一体。以往计算机速度较慢时,采用视觉处理器加快视觉处理任务。...
【详情】总之,机器视觉检测设备作为一种先进的技术设备,代替了传统的人工视觉检测,实现了对产品外观缺陷和尺寸问...
【详情】其发展历程可追溯到 20 世纪 50 年代,当时图像处理成为机械工业的检测项目,视觉检测机制由此诞生...
【详情】这类数字化系统的工作原理就是通过视觉传感器对人的眼睑眼球的几何特征和动作特征、眼睛的凝视角度及其动态...
【详情】参考如下例子:有一台 1/3” C 型安装的 CDD 摄像机(水平方向为 4.8 毫米)。物体到镜头...
【详情】视觉检测在制造业的应用场景:外观质量检测:产品外观质量检测是视觉检测技术应用较为普遍的场景之一。对于...
【详情】CCD视觉检测设备的工作原理:CCD视觉检测设备的工作原理主要可以分为以下几个步骤:1. 图像采集:...
【详情】视觉检测设备在工业生产中具有多方面重要作用。首先,它能够实现高精度的产品检测。通过先进的图像识别技术...
【详情】视觉检测设备在工业生产中具有多方面重要作用。首先,它能够实现高精度的产品检测。通过先进的图像识别技术...
【详情】相机:按照不同标准可分为:标准分辨率数字相机和模拟相机等。要根据不同的实际应用场合选不同分辨率相机:...
【详情】