数字孪生智慧工厂的崛起,标志着工业制造进入了一个全新的时代。与传统的工厂相比,数字孪生工厂在自动化、智能化、预测与决策、资源利用以及员工体验等方面都展现出了巨大的优势。首先,数字孪生智慧工厂实现了高度的自动化和智能化。传统的工厂通常依赖于人工操作和固定的生产线,而数字孪生工厂则借助传感器、物联网技术和大数据分析,能够实时监测生产过程,自动调整生产参数,从而较大限度地提高生产效率和品质一致性。综上所述,数字孪生智慧工厂相对于传统工厂,具有更高的自动化程度、精确的预测和决策支持、资源利用效率提高和员工工作体验改善等明显优势。它表示了工业制造的未来,有助于企业提高竞争力,推动工业生产向着更加智能、高效和可持续的方向发展。数字工厂的智能生产管理系统,全流程可视化,生产透明可控。珠海物流数智工厂系统

数字工厂与智能工厂的区别:1.技术重点不同,数字工厂:主要利用信息技术如大数据、物联网和云计算等,实现生产过程的数字化管理和优化。它侧重于数据的采集、分析和监控,为生产决策提供数据支持。智能工厂:在数字工厂的基础上,更加注重人工智能技术的应用。通过机器学习、深度学习和自动化控制等技术,使设备和系统具备自主决策和自动化操作的能力。2.决策水平不同:数字工厂:虽然提供了丰富的数据支持,但决策较终由人员进行。它提供了决策支持和优化建议,但并未实现完全的自主决策。智能工厂:设备和系统能够基于实时数据和预测分析进行智能决策和自动化操作,较大程度上提高了生产效率和响应速度。珠海物流数智工厂系统数字工厂的能源管理系统通过大数据分析优化能源使用,减少能源浪费,降低生产成本。

“数字工厂”的规划系统通过同一个数据平台,通过具体的规划、设计和验证来预见所有的制造任务,减少设计时间,加快产品开发周期,消除浪费,减少完成某项任务所需的资源数量等。在提高质量的同时,实现主机厂、生产线供应商、夹具供应商等的并行工程。ISA-95国际标准,通过五个层次的架构来定义并解释了制造管理的模型,给企业在构建信息系统时,明确了数据流的分工和权限。ISA-仪表、系统和自动化协会。ISA-95国际标准定义了企业级业务系统与工厂车间级控制系统相集成时所使用的术语和模型。ISA-95提供了一种更全方面和标准化的方法来集成企业和控制系统。它帮助组织设计和实施业务和制造流程之间的互操作性,促进改进的协调和效率。
智慧工厂是在数字化工厂的基础上,现代工厂信息化发展的新阶段。利用物联网的技术和设备监控技术加强信息管理和服务;清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计划编排与生产进度。并加上AI智能系统等新兴技术于一体,构建一个高效节能的、绿色环保的、环境舒适的人性化工厂。“智慧工厂”的发展,是AI智能工业发展的新方向。人机共存的系统:人机之间具备互相协调合作关系,各自在不同层次之间相辅相成。在数字工厂,大数据驱动的精确营销,助力产品销量。

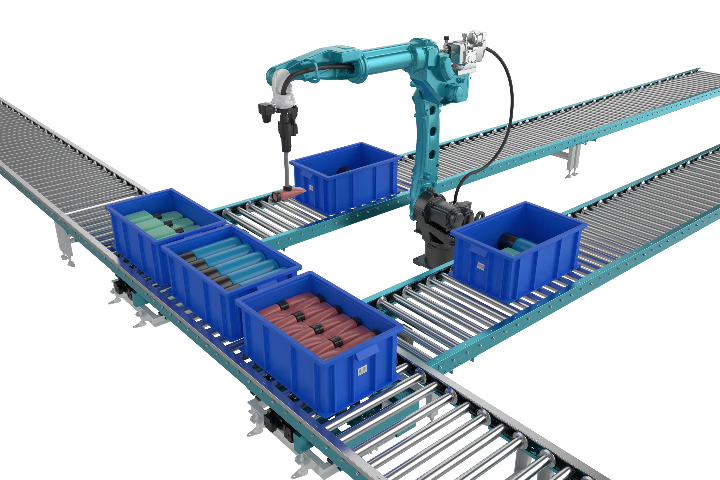
如日本Moriseiki的较新机床产品上安装的操作系统MAPPS,该系统内置了森精机的操作编程维修软件,具有很高的开放性,具有对话式编程,三维切削模拟和维修指导画面,提供远程监控功能方便维修服务,并且可以直接进行切削仿真。制造装备的另一个趋势是把机床设备和相关辅助装置(如机械手)进行集成,共同构成柔性加工系统或柔性制造单元。也有不少厂商支持将多台数控机床连成生产线,既可一人多机操纵,又可进行网络化管理。上文提到的MAPPS系统就可以通过使用CAPS—NET网络软件建立基于以太网的网络,从而可以对作业状况和生产计划进行一元化管理。智能回转柜可与WMS系统集成,实现库存信息实时更新与精确管理。南京数字工厂智能制造系统设计
数字工厂通过智能检测系统自动检测产品质量,确保产品符合标准,降低返工率。珠海物流数智工厂系统
在建设数字化工厂的过程中,包括软件和硬件两个方面,两者相互支持,相互促进。软件数字化,主要建设内容是车间联网、设备联网、管理软件平台等。硬件数字化,PLC控制设备,开发网络接口。通过物联网可以采集设备运行中的参数和状态信号。现场配备智能终端,现场人员可以通过终端接收和反馈信息,实现现场无纸化。数字化工厂主要解决产品设计和产品制造之间的“鸿沟”,实现产品生命周期中的设计,制造、装配、物流等各个方面的功能,降低设计到生产制造之间的不确定性,在虚拟环境下将生产制造过程压缩和提前,并得以评估与检验,从而缩短产品设计到生产的转化的时间,并且提高产品的可靠性与成功率。珠海物流数智工厂系统