焊接自动焊接小车用于船舶、桥梁、机车、钢结构、石油化工等行业,适合多种焊接结构的焊接,如:加强板,肋板,交叉部位的焊接,箱型梁的焊接等等。其主要优点:减少劳动强度,改善作业环境,提高效率是手工焊的,综合效率比手工焊提高200%。不需要专业技术工人,避免了人为因素所造成的焊缝质量不良,自动焊的提高,可确保焊接质量的稳定性。根据焊接工艺和现场焊接方式不同分为三款:无轨、硬轨、柔轨。1、全款焊接小车带有摆动装置,一次可焊接较宽的焊缝。2、摆动速度、摆动幅度、中心位置和左右停留时间均可以调整,适合各种不同规格的焊道。3、装有磁控手柄,安装对中方便4、安装有感应停止开关,焊接到工件末端时可以自动停止工作,便于一人操作多台设备5、体积小、重量轻,安装移动方便,非熟练工也可以进行操作6、安装有***磁铁,焊接时可以避免出现焊接线脱离现象7、控制装置可以拆卸下来作为遥控器使用,可放于各种工件上,使用十分方便焊接小车是实现现垂直焊接、横向焊接和水平焊接等多种位置焊接的装置。轨道是装卡在管子上供焊接小车行走和定位的**机构,其的结构直接影响到焊接小车行走的平稳度和位置度,也就影响到焊接质量。我公司将以优良的产品,周到的服务与尊敬的用户携手并进!中国台湾无轨焊接小车厂家直销
埋弧焊焊接是以颗粒状焊剂为保护介质,电弧掩藏在焊剂层下的一种熔化极电焊接方法。埋弧焊的施焊过程由三个环节组成:1在焊件待焊接缝处均匀堆敷足够的颗粒状焊剂;2导电嘴和焊件分别接通焊接电源两级以产生焊接电弧;3自动送进焊丝并移动电弧实施焊接。埋弧焊的主要特点如下:1、电弧性能独特(1)焊缝质量高熔渣隔绝空气保护效果好,电弧区主要成分为CO2,焊缝金属中含氮量、含氧量**降低,焊接参数自动调节,电弧行走机械化,熔池存在时间长,冶金反应充分,抗风能力强,所以焊缝成分稳定,力学性能好;(2)劳动条件好熔渣隔离弧光有利于焊接操作;机械化行走,劳动强度较低。2、弧柱电场强度较高比之熔化极气体保护焊有如下特点:(1)设备调节性能好,由于电场强度较高,自动调节系统的灵敏度较高,使焊接过程的稳定性提高;(2)焊接电流下限较高。3、生产效率高由于焊丝导电长度缩短,电流和电流密度明显提高,使电弧的熔透能力和焊丝的熔敷速率**提高;又由于焊剂和熔渣的隔热作用,总的热效率**增加,使焊接速度极大提高。 贵州自动焊接小车价格淄博胜欧数控科技有限公司以快的速度提供好的产品质量和好的价格及完善的售后服务。
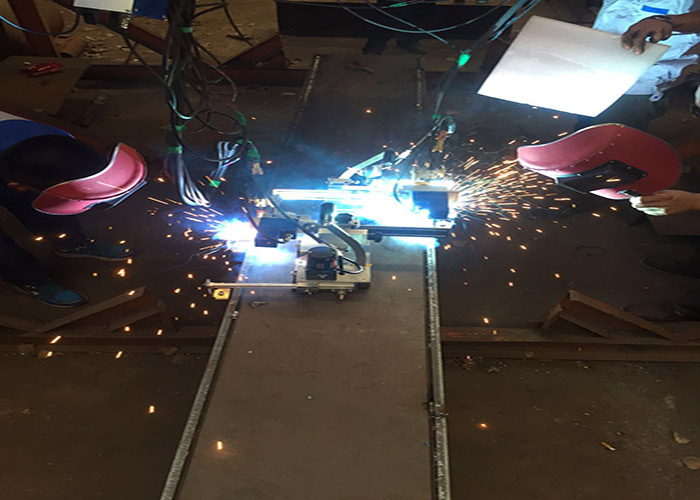
无轨焊接小车改进型工艺要点分析。(1)无轨同步双边焊接小车制作材料同种规格及型号的气体保护焊机两台;用于组立的宽500mm的H型钢翼板两块,宽200mm的腹板一块;350mm/b截面的箱体翼缘板及腹板各两块;管道切割机一台;管道切割机上连接杆及其转动轴等。(2)无轨同步双边焊接小车构成组成无轨同步双边焊接小车的主要结构以及焊接小车在H型钢及箱型上的应用如图5所示。(3)无轨同步双边焊接小车工作原理首先将CO:气体保护焊qiang固定在连接杆1两端,将带有保护焊qiang的管道切割机小车装置4置于待焊件6上,通过调节轴系2、5N整保护焊qiang的焊接角度,待保护焊qiang角度调节后启动管道切割机小车装置4,由管道切割机小车装置4的行走路径带动保护焊qiang进行焊接宽翼缘H型钢及小截面箱型。
C02焊接自动焊接小车用于船舶、桥梁、机车、钢结构、石油化工等行业,适合多种焊接结构的焊接,如:加强板,肋板,交叉部位的焊接,箱型梁的焊接等等。其主要优点:减少劳动强度,改善作业环境,提高效率是手工焊的,综合效率比手工焊提高200%。不需要专业技术工人,避免了人为因素所造成的焊缝质量不良,自动焊的提高,可确保焊接质量的稳定性。根据焊接工艺和现场焊接方式不同分为三款:无轨、硬轨、柔轨。1、全款焊接小车带有摆动装置,一次可焊接较宽的焊缝。2、摆动速度、摆动幅度、中心位置和左右停留时间均可以调整,适合各种不同规格的焊道。3、装有磁控手柄,安装对中方便4、安装有感应停止开关,焊接到工件末端时可以自动停止工作,便于一人操作多台设备5、体积小、重量轻,安装移动方便,非熟练工也可以进行操作6、安装有永久磁铁,焊接时可以避免出现焊接线脱离现象7、控制装置可以拆卸下来作为遥控器使用,可放于各种工件上。淄博胜欧数控科技有限公司尊崇团结、信誉、勤奋。
可以发现全位置焊接小车的优势主要体现在:①焊接效率高,可实现一人操作多台设备。②焊缝质量有保障,成形美观,减少了返工及打磨的工作量,降低了质量成本。③设备连续工作时间长,即使在高温环境下,也可长时间作业。④降低了焊接作业对员工技能的要求,只需操作设备即可完成作业。因此,从长远来看,全位置焊接小车的应用是实现机械化、自动化焊接的良好开端。6.结语通过对全位置焊接小车的研究与采取相应的对策,我们将全位置焊接小车应用于船舶建造的各个位置。现场应用证明,使用全位置焊接小车可以提高焊接过程机械化率,降低半自动焊接过程中可能产生的焊接缺点,从而降低了焊后返工、打磨工作量。总之全位置焊接小车的应用,对于提高产品焊接质量、降低施工人员工作强度、提高船舶焊接效率都起到了效果。淄博胜欧数控科技有限公司公司狠抓产品质量的提高,逐年立项对制造、检测、试验装置进行技术改造。重庆硬轨焊接小车厂家
淄博胜欧数控科技有限公司重信誉、守合同,严把产品质量关,热诚欢迎广大用户前来咨询考察,洽谈业务!中国台湾无轨焊接小车厂家直销
如果气体压力在1kg/cm2以下,则应更换气瓶;如果气体压力在1kg/cm2以上,则把焊接电源的气体开关置于“检查”档以调整气体流量。调整好流量后,焊接电源的“检气”开关置于“OFF”。--用手动送丝将焊丝送至焊前端,并安装与焊丝直径相对应的导电嘴。--确认焊丝的伸出长度--将焊夹在焊夹上,用**扳手调整焊的操作角度及行进角度--调节X-Y滑块,移动焊位置粗调旋钮,调整焊位置--调整喷嘴与工件的距离--初步调整工艺参数(电流,电压等)--确认CO2气体流量及熔池的保护效果--初步调整所要的摆动模式、摆动幅度、左右停留时间、中心位置和摆动速度--开始焊接,观察电弧,准确调整焊接速度、摆动速度及其他参数(操作面板的焊接选择开关打到ON位置,并按开始开关进行焊接)--工件焊接结束之后按停止开关9.焊接工艺参数(*供参考)0.检查及维护为了确保焊接小车的长时间安全使用要经常定期的检查并维修小车。1)是不是有灰尘?-控制箱,焊调整部位开关要保持清洁,并经常擦拭,不能有灰尘。2)赃物是否堆积?-端头、焊头、导轮及滑块部位沉积物要除掉,因为会影响小车的安全运行。3)焊固定架及导轨的螺丝是否有松动?-螺丝松动会导致小车行走不良和焊道不均匀。中国台湾无轨焊接小车厂家直销
淄博胜欧数控科技有限公司创办于2015-11-25,是一家生产型的公司。经过多年不断的历练探索和创新发展,公司致力于为客户提供安全、质量有保障的质量产品及服务,是一家有限责任公司企业。公司始终坚持客户需求***的原则,致力于提供高质量的[ "数控切割机", "焊接专机", "变位机", "十字焊接机" ]。胜欧数控以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。