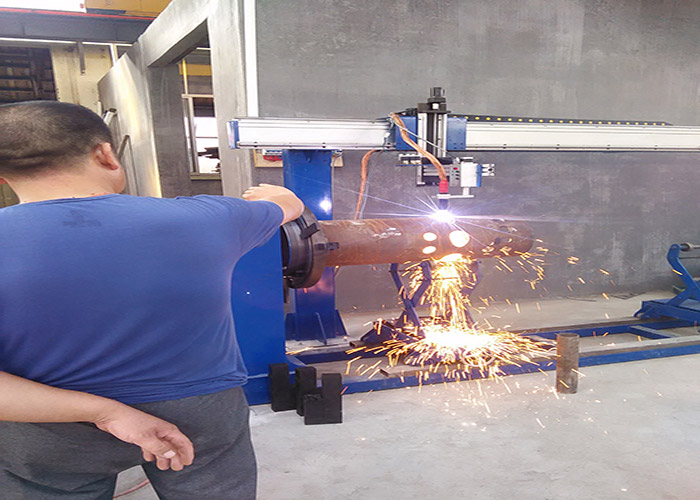
辽宁便携数控切割机厂家, 相贯线切割机 本机设计结构先进可靠,数控系统具有中文界面以及图形与数据结合的人机对话功能,操作十分简单,且适用于长期连续加工运行控制稳定、可靠。 软件设计了合理的切割引入引出线,保证切割面的工作质量。每次切割后的参数可保存为工艺文件,实现资料管理。 传统的手工管道相贯线切割工艺繁难,数控切割机,效率低,加工精度低,此类加工以往大多采用制作样板、划线、人工放样、手工切割、人工打磨等落后繁复操作工艺。而 XCUT 系列数控管子相贯线切割机正是针对这一要求而设计 研发的进行管道相贯线切割专有的自动化设备。 是一种对钢管与有色金属管子的结合处相贯线孔、相贯线端部、弯头(虾米节)进行自动计算和切割的设备,它能够进行主管与若干支管的多种相交形式的相贯线计算,无需操作者计算、编程,只需输入管道相贯系统的管子半径相交角度等参数,机器就能自动并且十分方便地并完成多轴联动控制,切割出管子的相贯线、相贯线孔以及焊接坡口实现主管或支管的相贯线切割。 本机采用数字化控制,设备控制轴数有叁轴机型。除了系统自带强大编程功能之外,还可以与其他专业建筑结构设计软件结合,实现 CAD/CAM 功能。 火焰切割适用于碳钢管材的切割,使用氧气- 燃气模式。

淄博胜欧数控科技有限公司是生产研发数控切割及数控焊接设备的专业公司,公司自2006年成立以来,为广大客户提供了大量切割及焊接自动化设备,具有丰富的生产及研发经验。公司拥有专业的设计团队,他们具有很强的设计研发能力,丰富的现场工艺经验和超前的设计思维,客户的满意是我们不断追求的目标。

检测装置
测量装置属于确保数控火焰切割机精度的重点,其将位移测量信号当成反馈信号,且把测量信号改变成为数字,之后再运回至计算机,再与指令脉冲展开对比且操控驱动元件正确运转。本文系统所择取的旋转式增量脉冲编码器。所以增量式主要是针对位移增量的测量,也就是数控工作台如果移动某一长度,装置便会产生一个脉冲信号。
监控系统软件工作流程
按照火焰切割机需要实现的诸多类任务,能够得出控制系统在其工作中的一些状态:***,等待状态。控制任务尚没有展开调度,并未和外部设备实施通讯,控制参数仍然维续于之前加工任务完成后的数值。第二,自检状态。在接收到电气系统的自检命令后,系统初始化设备,之后根据设置进至电气系统中的自检程序,且送回自检结果,一旦输入停止指令后,系统恢复到等待状态。第三,错误报警状态。一旦系统显现并不常规的状态时,***时间进至与之相对应的解决子程度,且提醒用户。第四,伺服控制状态。当系统接收至伺服控制命令,利用DI口给控制机输入运行指令,之后根据加工命令展开与之相对应的工作程序,一旦加工结束后,系统回顾到等待状态。
辽宁便携数控切割机厂家, 电气控制结构改造
电气控制设计方案
电气控制部分中的CNC数控系统,是利用驱动控制柜实现对数控机床制作加工的自动化控制。例如,利用驱动控制柜1*1插口进入至JV控制电源插槽,从而实行对电源控制;CNC系统利用控制柜1J1插口进至J1面板开关信号插实行开关量控制;CNC系利用1J3、1J4插口禁止J3(X驱动信号)、J4(Y驱动信号)插槽实行信号控制[3]。控制柜接口主要是指控制柜和元件之间的输入和输出口。控制柜接口实现外部期间、CNC、以及电源的转接。
PID控制改造
PID控制在数控生产的过程中属于相当为常规的控制办法。系统主要由PID控制器及被控主体构成。PID控制器属于线性控制器,把偏差的比例、积分利用线性组合形成控制量。因为计算机控制属于采样控制,其至可以按照采样时间的偏差完成对控制量的计算。
电动机的运行轨迹的数字PID控制系统通过单片机实现,位移检测设备用于实时检测电动机的输出位移量,且把观察到的结果反馈到单片机系统。

其中,CNC属于系统中的**部门,涵盖了诸如存储器、总线、CPU、以及控制软件等。CNC按照所指定的需要制造加工的相关程序展开轨迹行为,以及进行对机床的输入输出解决,***再输出相关指令至与之相对的执行部件上,其功能类似于人体的大脑。
当伺服系统接收到CNC输送而来的进给指令,就把此类指令通过换位与扩展后,利用驱动设备换化成为执行部件需要的进给速度、方向、位移等。它将来源自数控的十分微弱的指令扩展为驱动装置应用的功率信号[1]。驱动单元把伺服单元中的输出行为转换成为机械活动,驱动单元和伺服单元共同为数控装置和机床中的传动部件的纽带。
伺服系统改造
数控机床主要是根据相关指令脉冲进行工作,伺服系统则属于以数控机床移动部件位置与速率作为控制量的一种系统。因此,伺服系统的程度直接影响着数控机床的操作精度、运行速度等相关指标。在对伺服系统展开改造的过程中,必须坚持一下原则:***,调速范围宽。这里所说的调速是指进给速度能够在比较宽广的区域中无级变化,且应当维续均匀、平稳、速降小的状态。在零速状态时,伺服则处于锁定;第二,可逆运行。伺服系统可以较为机敏的完成正、反向运行。处于加工阶段时,机床在随机状态根据轨迹行为标准,即时完成。另外,不可拥有反向间隙。第三,具备传动刚性与速率稳定性。伺服系统应当拥有质量的静动态负载属性,四度系统在切削环境产生改变时,应当让进给速度维续恒定状态。
辽宁便携数控切割机厂家, 改造伺服系统中的开环系统环节中,指令脉冲的输入和步进电机的旋转角度息息相关,后者每次都受前者影响。进给指令信号利用脉冲分配器来操作电路。开环系统的特点可以归纳为,操作便捷、组织简单,但是精确不良。如图2所示,改造之前数控机床横宗向驱动是步进单元,在加工的过程中时常会产生误差过大、应对迟缓等问题,故而,在改造时放弃该系统[2]。与之相对的闭环系统是按照来源于反馈信号和指令信号的对比结果实施对速度与位置的控制。因为现实中的火焰切割机的作业环境往往不甚理想,温度较高、粉尘大、稳定性存疑,故而,此类系统无法实现。
对比之后,本文所改造的系统选择为半闭环系统。电机附有编码器,不但性能出色,且组织构成简单,还能够确保精度。半闭环系统检测元件装置于机床传动部件中,从侧面测量执行部件的位置。半闭环系统只可以弥补系统环路内部元件出现的误差,所以,其精度相较于闭环系统略低,然而其组织和调试都更为便捷,并且平稳,性能优异。
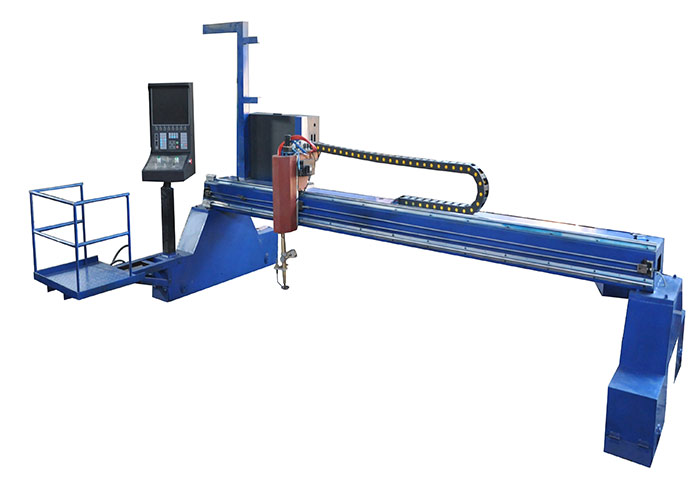
淄博胜欧数控科技有限公司为客户提供“数控切割机|焊接专机|变位机|十字焊接机”等业务,公司拥有“胜欧”等品牌。专注于电工电气等行业,在山东省淄博市有较高**度。欢迎来电垂询。胜欧数控,公司主要生产:便携式数控切割机、台式数控切割机、龙门式数控切割机、相贯线切割机、焊接机器人,自动焊接机,焊接操作中心、环缝焊、直缝焊及各种非标焊接生产线的研发制造。 淄博胜欧科技有限公司全心全意致力于机械制造、船舶制造、石油化工、电力设备、冶金矿山、工程机械、压力容器、风机制造、除尘设备、钢结构、桥梁、建筑、车辆制造等行业。