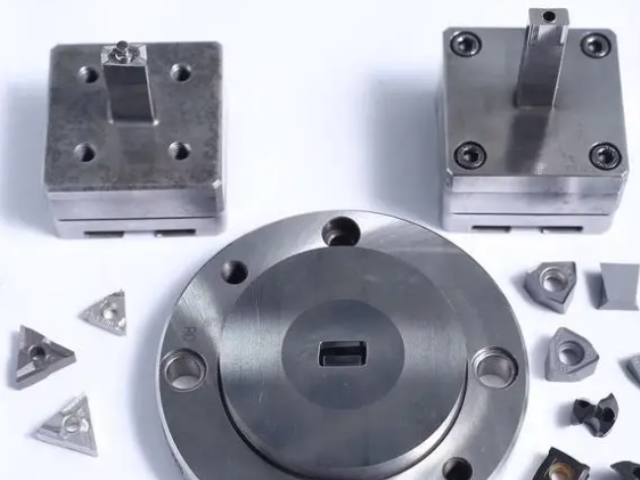
对于结晶性塑料,如聚乙烯(PE)、聚丙烯(PP)等,较高的模具温度有助于塑料结晶均匀,提高制品的尺寸稳定性和力学性能,但温度过高会延长冷却时间,降低生产效率;对于非结晶性塑料,如聚苯乙烯(PS)、聚甲基丙烯酸甲酯(PMMA)等,模具温度主要影响熔体的充模和冷却速度,合适的模具温度可使制品表面光滑,减少内应力。通过模具的加热或冷却系统,如电加热棒、循环水冷却等方式,精确控制模具温度在适宜范围内 [7]。精密注塑模具的制造需采用高精度加工设备和先进工艺 [7]。数控加工通过高精度设备实现微米级定位,精确加工模具部件 [5]。定位块:确保两模座固定于大固板时不因螺丝的间隙问题而造成偏移。溧阳本地内高压模具平台
可以整体成形轴线为二维或三维曲线的异型截面空心零件,从管材的初始圆截面可以成形为矩形、梯形、椭圆形或其他异型的封闭截面。优点有:① 减轻质量,节约材料;② 减少零件和模具重量,降低模具费用;③ 可减少后续机械加工和组装焊接量,提高生产效率;④ 提**度和刚度,尤其是疲劳强度;⑤ 材料利用率高;⑥ 降低生产成本。缺点:① 内压高,需要大吨位液压机作为合模压力机;② 高压源及闭环实时控制系统复杂,造价高;③ 零件研发试制费用高。常州质量内高压模具厂家供应宏观检测可以观察钢的结晶情况,钢的连续性的破坏和某些成分的不均匀性。
整形阶段:提高内压使过渡R角完全贴合模腔,完成**终成形。二、模具特点结构复杂性模具型腔需精确匹配零件形状,尤其是弯曲轴线或多通管零件,需通过预弯管坯或复杂分型面设计实现。模具需承受超高压(通常100-400MPa,比较高达1000MPa)和轴向补料力,合模力通常在3500吨以上,对模具材料强度和刚性要求极高。密封与耐磨设计管端密封由冲头与模具挤压形成刚性密封,密封段易磨损,需采用耐磨镶块(如硬质合金)提高寿命。模具表面需高精度抛光,减少摩擦,防止管坯表面划伤。
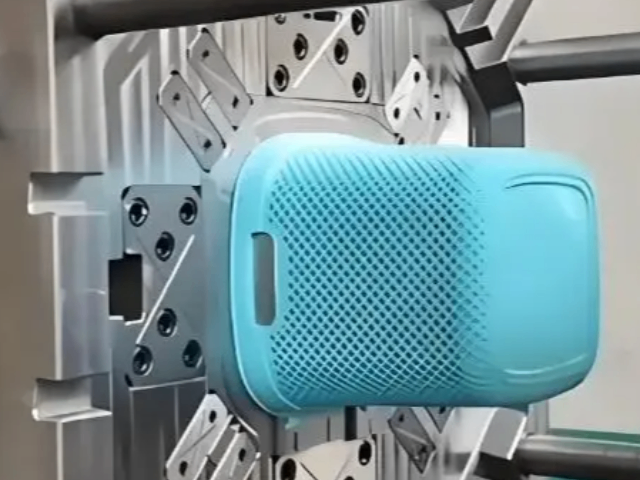
精密注塑模具的制品尺寸精度可达0.01mm以下,**场景下稳定在0.01-0.001mm [5]。模具精度要求严苛,主要取决于型腔尺寸精度高、定位准确或分型面精度满足要求,尺寸公差应控制在制品尺寸公差的1/3以下 [4]。模具结构设计需具有高刚性,型腔数不宜过多,底板、支承板、型腔壁都要加厚,以避免零件在高温、高压作用下发生剧烈弹性形变 [4]。模具设计注重脱模性,采用少的型腔数、少而短的流道以及比普通模具有更高的光洁度,以利于制品脱模 [4]。能够制造出复杂形状和高精度的零件,适用于航空航天、汽车等行业。

压模材料的耐磨性、耐腐蚀性、抗断裂能力决定了其性能和寿命 [3]。通过拓扑优化、仿生蜂窝结构等设计可减轻模具重量20%-30%,并优化应力分布,提升疲劳寿命。组合式模具设计(标准基座+可换型腔模块)可使单个型腔制造成本下降60%,换模时间从4小时压缩至30分钟。3D打印随形冷却流道技术可提高模具温控效率50%,防止坯体缺陷 [5]。新型粉末冶金模具钢(如PM-23)兼具高韧性与耐磨性,寿命较传统H13钢延长3倍 [多层梯度镀层技术(如等离子渗氮+CrAlN纳米涂层)可使密封面磨损率降低90% [5]。解决方案包括优化密封结构、采用低摩擦涂层或润滑介质。常州质量内高压模具厂家供应
顶出机构:顶出方式的设计与一般模具相同。溧阳本地内高压模具平台
模具除其本身外,还需要模座、模架、模芯导致制件顶出装置等,这些部件一般都制成通用型。 模具企业需要做大做精,要根据市场需求,及技术、资金、设备等条件,确定产品定位和市场定位,这些做法尤其值得小型模具企业学习和借鉴,集中力量逐步形成自己的技术优势和产品优势。所以,我国模具企业必须积极努力借鉴国外这些先进企业的经验,以便其未来更好的发展。模具材料**重要的因素是热强度和热稳定性,常用料模具材料:工作温度 成形材料 模具材料溧阳本地内高压模具平台
常州泰信新能源科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的汽摩及配件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来 泰信供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
内高压成形工艺的主要技术参数有初始屈服压力、开裂压力、成形压力、轴向进给力、合模力和补料量 [6]。...
【详情】20世纪90年代起,内高压成形技术开始进入汽车工业实用市场,并在全球范围内迅速推广,德国、美国、日本...
【详情】内高压成形机按合模压力机主油缸行程分类,可分为长行程和短行程两类。按机身结构进行分类,可以把内高压成...
【详情】**场景下硬度可达HRC50-60以上,以承受高压注塑过程中的摩擦和冲击,保持模具精度 [5]。精密...
【详情】压模通过金属模具腔与压力机配合,对材料施加高压(如液压压力机或机械压力机)和高温,使其在型腔内成型并...
【详情】内高压成形工艺的主要技术参数有初始屈服压力、开裂压力、成形压力、轴向进给力、合模力和补料量 [6]。...
【详情】在外力作用下使坯料成为有特定形状和尺寸的制件的工具。***用于冲裁、模锻、冷镦、挤压、粉末冶金件压制...
【详情】除此之外,还有泡沫塑料成型模具、玻纤增强塑料低压成型模具等等。其它分类(1)热流道模具借助加热装置使...
【详情】液压动力单元:包含高压泵组与储能装置控制系统:数控系统集成压力闭环控制算法模具组件:模块化设计支持快...
【详情】模具制造工艺:模具制造过程中,需采用高精度加工设备和先进工艺,电火花加工可用于制造复杂形状的模具型腔...
【详情】电火花加工(EDM)可用于制造复杂形状的模具型腔,精度可达 ±0.01mm。线切割加工能精确切割出微...
【详情】(3)挤塑成型是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的...
【详情】


