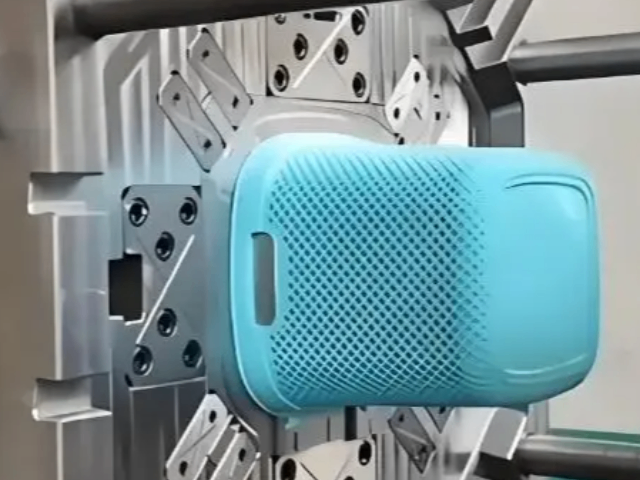
精密注塑模具是一种通过高压将熔融树脂注入金属模腔,经冷却固化后成型精密制品的装置。其**结构包括主流道、分流道、浇口以及冷却控温系统,成型过程涵盖射料、保压、冷却和顶出等阶段。该技术需选用力学性能稳定的工程塑料与**注塑设备,并严格控制模具公差、材料收缩率及工艺参数以实现高精度要求 [1]。行业公司如利安科技等主要从事精密注塑模具及相关产品的研发、生产和销售 [2-3]。精密注塑成型制品的尺寸精度可达0.01mm以下,模具型腔的制造公差需控制在±0.005mm以内轭板构部与块状部品之嵌合采中间配合或轻配合方式,如采强压配合将使轭板发生变化。天宁区节能内高压模具服务电话

精密注塑模具的制品尺寸精度可达0.01mm以下,**场景下稳定在0.01-0.001mm [5]。模具精度要求严苛,主要取决于型腔尺寸精度高、定位准确或分型面精度满足要求,尺寸公差应控制在制品尺寸公差的1/3以下 [4]。模具结构设计需具有高刚性,型腔数不宜过多,底板、支承板、型腔壁都要加厚,以避免零件在高温、高压作用下发生剧烈弹性形变 [4]。模具设计注重脱模性,采用少的型腔数、少而短的流道以及比普通模具有更高的光洁度,以利于制品脱模 [4]。武进区质量内高压模具工厂直销具型腔需精确匹配零件形状,尤其是弯曲轴线或多通管零件,需通过预弯管坯或复杂分型面设计实现。

模具材料与寿命模具需承受高压和交变载荷,易发生疲劳裂纹或磨损。需选用**度、高韧性材料(如H13钢),并通过表面处理(如氮化、PVD涂层)提高寿命。工艺缺陷控制内高压成形易出现起皱、破裂、壁厚不均等缺陷,需通过优化加载路径(内压与轴向补料匹配)、预成形设计或有益起皱利用(如预积聚材料至膨胀区)改善质量。试模成本与稳定性试模结果受加载路径影响***,稳定性不足。需结合CAE仿真(如有限元分析)优化工艺参数,减少试模次数。
电火花加工(EDM)可用于制造复杂形状的模具型腔,精度可达 ±0.01mm。线切割加工能精确切割出微小的模具零件,加工精度可达 ±0.005mm [7]。特殊工艺如3D打印随型水路可用于优化模具冷却系统,有效控制产品变形。对关键镶件采用深冷工艺处理,可保证其在长期生产中的尺寸稳定性 [8]。精密注塑模具对材料要求极高,通常选用机械强度高、耐磨性好、抗腐蚀性强的质量合金钢。制作型腔、浇道的材料需经过严格的热处理,成型零件的硬度要求高,通常需达到HRC52左右 [4车身结构件:散热器支架、仪表盘支架等,减重20%-50%,疲劳寿命。

内高压成形(又称液压成形)是一种以管材为坯料,通过内部施加超高压液体(100-1000MPa)和轴向进给补料使管坯贴合模具型腔,制造变径管、弯曲轴线管及多通管等复杂中空零件的材料成形工艺 [1]。其工艺流程分为填充、成形与整形三个阶段:先密封管材并注入液体,随后加压胀形并补料,**终增压定型。该工艺可减少零件重量20%-30%,材料利用率提高30%-50%,并通过整体成形替代传统冲焊工序 [14]。该技术的早期应用可追溯至20世纪初的**,利用流体压力成形管状金属零件的基本原理在1903年已有描述 [8]。系统性的技术发展并进入实用市场始于20世纪90年代 [17]。采用环保型传力介质(如水基介质)和润滑剂,减少对环境的影响。徐州好的内高压模具货源充足
顶出机构:顶出方式的设计与一般模具相同。天宁区节能内高压模具服务电话
该技术可减少零件和模具数量,降低模具费用;根据行业统计分析,液压成形件比冲压件平均可降低生产成本15%~20%,模具费用降低20%~30%。例如,散热器支架的组成零件由17个减少到10个,焊接点由174个减少到20个,装配工序由13道减少到6道,生产效率提高66% [5]。内高压成形还可减少后续机械加工和组装焊接量,提高构件的强度、刚度及疲劳强度 [4]。减重效果可转化为整车减重约10%,相应降低油耗6%~8%,减少废气排放5%~6% [11]。汽车工业是内高压成形技术**主要的应用领域。该技术广泛应用于底盘系统(如副车架、扭力梁、仪表板横梁、纵梁)、车身结构(如A/B/C柱、车顶轨)、排气系统(如歧管、尾管、催化转化器)以及发动机及传动系统(如空心凸轮轴、驱动轴、发动机支架)等部件的制造 [3] [5] [7]。具体应用车型包括宝马3系、奔驰E级、奥迪100、福特蒙迪欧等 [3]。天宁区节能内高压模具服务电话
常州泰信新能源科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的汽摩及配件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同 泰信供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
内高压成形工艺的主要技术参数有初始屈服压力、开裂压力、成形压力、轴向进给力、合模力和补料量 [6]。...
【详情】20世纪90年代起,内高压成形技术开始进入汽车工业实用市场,并在全球范围内迅速推广,德国、美国、日本...
【详情】内高压成形机按合模压力机主油缸行程分类,可分为长行程和短行程两类。按机身结构进行分类,可以把内高压成...
【详情】**场景下硬度可达HRC50-60以上,以承受高压注塑过程中的摩擦和冲击,保持模具精度 [5]。精密...
【详情】压模通过金属模具腔与压力机配合,对材料施加高压(如液压压力机或机械压力机)和高温,使其在型腔内成型并...
【详情】内高压成形工艺的主要技术参数有初始屈服压力、开裂压力、成形压力、轴向进给力、合模力和补料量 [6]。...
【详情】在外力作用下使坯料成为有特定形状和尺寸的制件的工具。***用于冲裁、模锻、冷镦、挤压、粉末冶金件压制...
【详情】除此之外,还有泡沫塑料成型模具、玻纤增强塑料低压成型模具等等。其它分类(1)热流道模具借助加热装置使...
【详情】液压动力单元:包含高压泵组与储能装置控制系统:数控系统集成压力闭环控制算法模具组件:模块化设计支持快...
【详情】模具制造工艺:模具制造过程中,需采用高精度加工设备和先进工艺,电火花加工可用于制造复杂形状的模具型腔...
【详情】电火花加工(EDM)可用于制造复杂形状的模具型腔,精度可达 ±0.01mm。线切割加工能精确切割出微...
【详情】(3)挤塑成型是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的...
【详情】