- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
降低设备运行成本。改善供应链管理:工业物联网技术可以实时追踪物料、产品的流动情况,优化供应链布局和运输路线,降低物流过程中的能源消耗。通过对供应链数据的分析,可以识别出低效率和瓶颈环节,提出改进措施,提高整体运营效率。促进创新业务模式:工业物联网技术的应用可以促进制造业向服务型制造转型,通过提供基于数据的增值服务,创造新的盈利点。例如,基于能耗数据的能源管理服务、基于设备运行数据的设备健康管理服务等,都可以为制造业带来额外的收入。综上所述,工业物联网通过节约能源帮助制造业实现盈利的方式具有多样性和综合性。通过智能能耗监控与管理、提升能源利用效率、优化设备维护与管理、改善供应链管理以及促进创新业务模式等多个方面的综合作用,工业物联网为制造业带来了**的节能效果和盈利机会。并且需要一些维护)。能耗数据可用于改善生产计划,降低总体能耗,并降低相关成本。查明非工作时间浪费的能源也可以帮助您节省资金。3.供应链和劳动力优化工业物联网为供应链的各个方面提供实时信息。高效的实施为您提供了一幅清晰的画面,可以展示材料、设备和产品在整个流程中是如何移动的。在现代企业中设备是生产、运营和服务的重要支撑。随着技术的进步,如何高效管理设备成为管理者关注的焦点。青岛机电设备管理系统开发
设备管理系统的智能化转型面临多重挑战:数据整合难题设备异构性问题突出,某调研显示,典型制造企业的设备品牌往往超过20个,数据协议不统一。建议采用工业物联网平台进行数据标准化处理。人才缺口问题既懂设备运维又掌握数据分析的复合型人才稀缺。某高校调查显示,这类人才的市场供需比达到1:10。企业需要建立系统化的培训体系。组织适配挑战传统运维组织与智能化系统存在适配困难。某案例企业通过建立"数字化运维小组",实现了平稳过渡。青岛机电设备管理系统开发设备管理系统的移动端应用可使紧急维修响应时间缩短,提升维修效率。

通过工业物联网资产跟踪和数字孪生,我们不*可以跟踪温度和湿度等关键环境因素,还可以跟踪这些材料的位置,例如,通过将其与有关压缩机振动门打开/关闭状态的大量数据相结合,组织可以收到主动警报,从而防止浪费。这种方法不*可以保护宝贵的资产,还可以延长其使用寿命,这体现了工业物联网如何将单纯的数据收集转变为更智能、更高效运营的催化剂。填补与工业运营相关的数据盲点,并利用完整的数据图做出决策可以减少近10%的浪费。工业物联网环境监测用例远程电源循环:组织可以远程重新启动网络、计算机和其他设备。数据中心的能源管理:企业可以测量环境因素,例如湿度、温度和占用情况,以管理暖通空调系统,并使用电机和其他设备的能源计量进行预测性维护。泄漏和洪水检测:企业可以持续监控是否有水,并关闭水泵和水阀以防止损坏。农业废物管理:该领域的组织可以使用传感器监测废物储存区的状况,防止溢出和泄漏,从而保护周围的土地和水源。智能配电电网:工业物联网可以实现更好的负载管理,减少浪费的电力,并增强可再生能源的整合。总结工业企业使用工业物联网来监控环境条件时可以获得许多好处。对于工业企业来说。
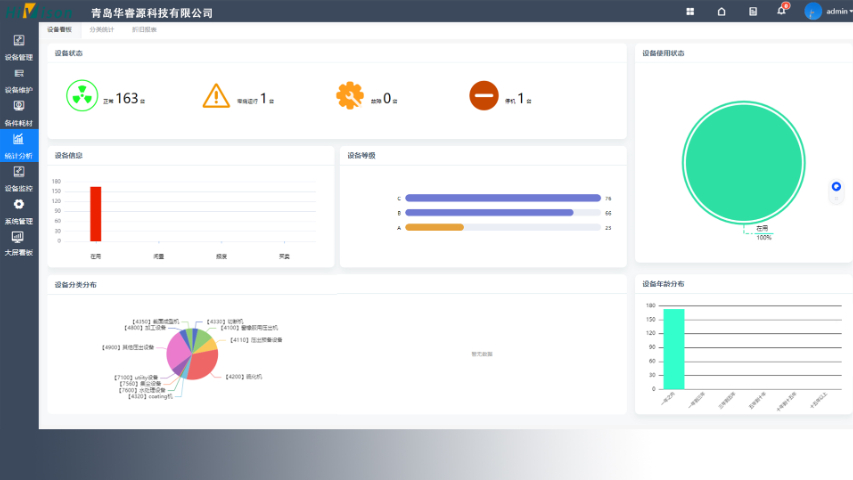
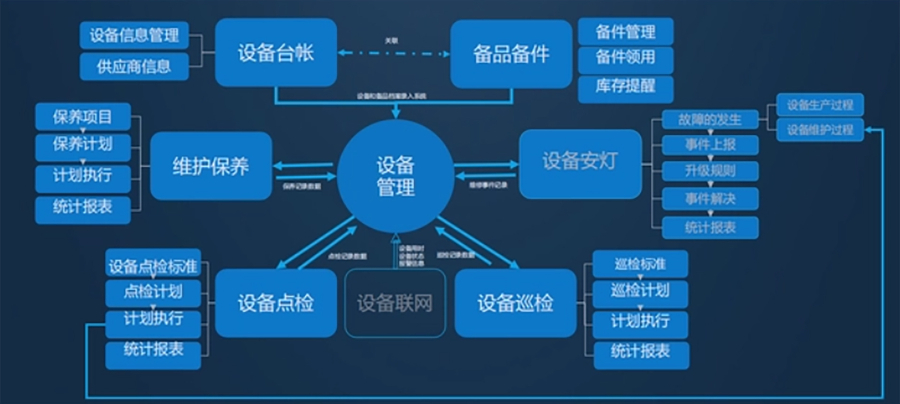
随着制造业智能化、自动化的不断发展,企业对生产设备等资产的管理与运维需求日益增加。在这一背景下,设备全生命周期管理系统以其智能的特点,成为企业资产管理与运维的新选择。一、打破传统,智慧运维新潮流传统的资产管理与运维模式往往依赖于人工操作,效率低下且难以对设备进行实时监控和预测性维护。而设备全生命周期管理系统通过集成物联网(IoT)、大数据、云计算等技术,实现了对设备从采购、安装、运行、维护到报废的全生命周期管理,打破了传统运维模式的局限。二、实时监控,确保设备稳定运行设备全生命周期管理系统能够实时采集设备的运行状态数据,并通过数据分析,预测设备的潜在故障。这使得企业能够提前进行预防性维护,避免设备故障导致的生产中断和损失。同时,设备全生命周期管理系统还能提供设备故障的快速定位功能,帮助企业确保设备的稳定运行。三、集成化管理,优化资源配置设备全生命周期管理系统通过集成化管理,将所有设备的运行数据和信息整合在一个平台上,实现设备的集中监控和管理。这使得企业能够了解设备的运行状况,优化资源配置,提高设备的利用率。数据访问层集成关系型数据库与时序数据库,存储设备档案、运行数据与维护记录。
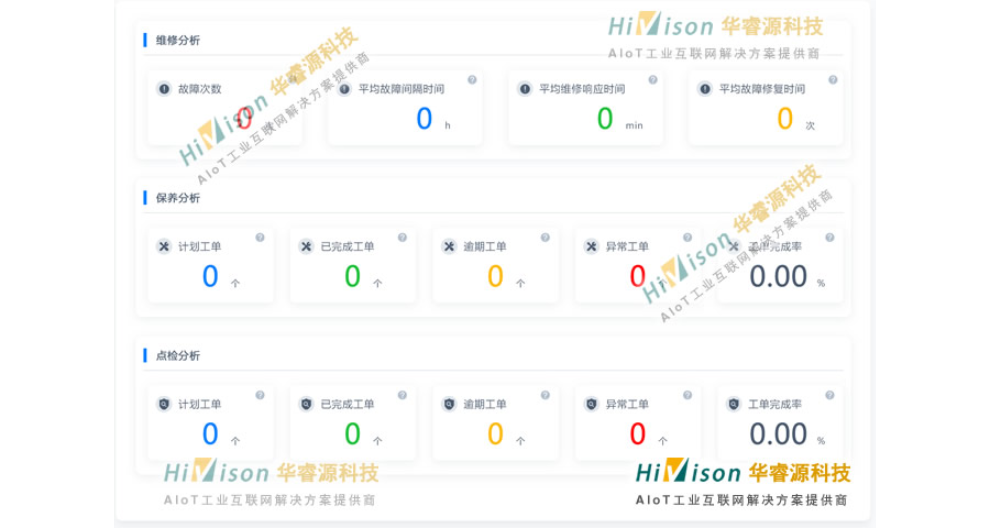
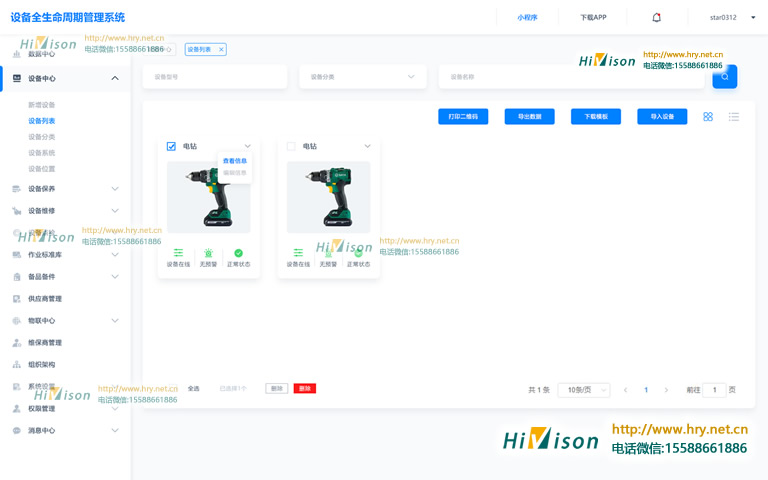
设备全生命周期管理系统的功能(1)资产台账数字化建立具有设备标识的电子化档案库,完整记录技术规格参数、供应商资质文件、保修服务条款等关键信息。借助二维码或RFID自动识别技术实现设备信息的快速检索与动态更新。(2)智能运维管理预防性维护:基于设备运行时长或生产周期的标准化保养计划自动生成机制。预测性维护:通过部署物联网传感器网络并结合机器学习算法,实现对设备潜在故障的早期预警与干预。工单自动化:构建从故障报警触发、维修任务智能分配到处理结果验证的闭环管理系统。(3)绩效分析与决策支持通过计算设备综合效率(OEE)、平均故障间隔时间(MTBF)及维修成本占比等指标,建立设备健康度评估体系。基于数据可视化技术构建管理驾驶舱,为设备更新改造决策提供量化依据。(4)供应链与备件协同集成供应商数据库实现备件需求自动预测与采购申请智能生成。应用库存优化算法实现备件安全库存的动态调整与预警。(5)合规与风险管理建立完整的设备安全检测档案与环保合规性文档管理体系。针对特种设备等高风险资产实施专项监控与应急预案管理。它还支持故障提报与流程查看,让现场操作人员能便捷地报告故障并跟踪处理流程。青岛机电设备管理系统开发
通过培训与知识管理,可提高设备使用效率和维护水平,降低设备故障率,保障生产顺利进行。青岛机电设备管理系统开发
实施全生命周期管理的企业普遍获得收益:直接经济效益:平均降低运维成本25-35%,减少非计划停机60-80%。某汽车厂冲压设备MTBF从400小时提升至1500小时。管理效能提升:工单处理效率提高50%以上,备件库存下降20-40%。某机场通过智能调度将设备利用率提升22%。可持续发展:设备寿命平均延长15-20%,能耗降低10-25%。某水泥厂通过能效优化年减排CO₂1.2万吨。展望未来,随着5G、边缘计算和AI技术的融合,设备管理将进入自主决策的新阶段。自适应维护、预测性更换、自优化运行等场景将成为现实。某试验性智能工厂已实现90%的设备异常自主诊断和处置。青岛机电设备管理系统开发

全生命周期闭环管理前期管理:设备选型决策支持系统(集成LCC全生命周期成本分析模型)中期运营:自适应维护策略引擎(根据设备劣化模式动态调整维护周期)后期处置:残值评估区块链系统(记录设备全历史数据供二手交易参考)智能化工单系统自动分单算法:综合考虑故障等级、技能矩阵、地理位置等因素(采用强化学习持续优化)AR远程协作:通过Hololens实现远程指导,维修效率提升40%知识沉淀:NLP技术将维修记录自动生成结构化知识库该系统涵盖设备采购需求、审批、到货质检、维修、保养等全流程操作,实现设备管理的全流程覆盖。新疆机床设备管理系统麒智设备管理系统提供灵活的数据统计与分析功能,能够对设备的运行数据进...
- 设备管理系统结构设计 2026-07-03
- 青岛便捷式设备管理系统软件 2026-07-03
- 上海学校设备管理系统 2026-07-02
- 青岛设备管理系统0元试用 2026-07-02
- 青岛化工厂设备管理系统软件 2026-07-01
- 青岛java设备管理系统 2026-07-01
- 青岛化工厂设备管理系统软件哪家好 2026-06-30
- 化工设备管理系统要多少钱 2026-06-30
- 吉林设备管理系统 2026-06-29
- 福建机械设备管理系统 2026-06-29

- 青岛设备管理系统 2026-06-24
- 江苏起重设备管理系统 2026-06-24
- 青岛自动收货机设备管理系统 2026-06-23
- 青岛设备管理系统软件 2026-06-23
- 安徽设备管理系统平台 2026-06-22
- 重庆通用设备管理系统搭建 2026-06-21


- 青岛化工厂设备管理系统软件 07-01
- 青岛java设备管理系统 07-01
- 青岛化工厂设备管理系统软件哪家好 06-30
- 化工设备管理系统要多少钱 06-30
- 吉林设备管理系统 06-29
- 福建机械设备管理系统 06-29
- 湖南实验设备管理系统 06-28
- 四川在线设备管理系统厂商 06-28
- 浙江生产设备管理系统 06-25
- 安徽设备管理系统价格 06-25