- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
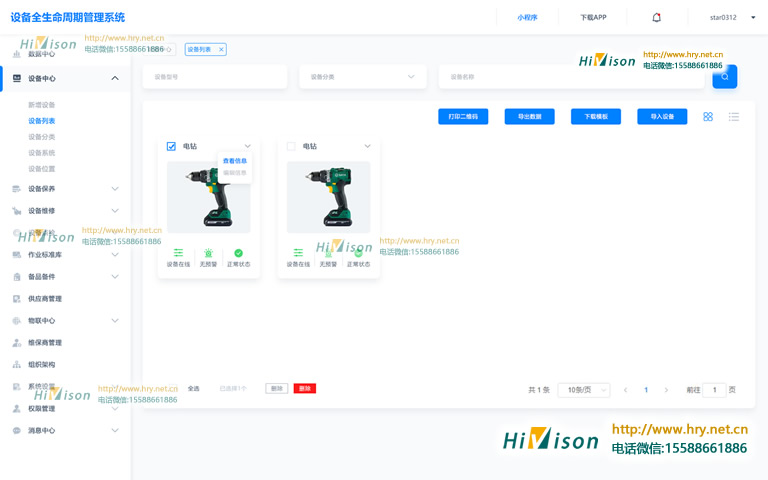
以某大型制造企业为例,该企业引入了数字化的设备管理系统,对其生产线上的关键设备进行了智能化升级。通过安装系统的实际运用,企业能够实时监测设备的运行状态和性能指标。同时,系统还会根据设备运行情况生成维护计划,提醒管理人员及时进行维修和保养。在实施数字化管理方式后,该企业发现设备的故障率明显降低,设备的整体运行效率和使用寿命得到提升。具体来说,某台关键设备在实施数字化管理前,平均每年需要维修3次,而在实施后,该设备在过去两年内只维修过1次。这不只减少了企业的维修成本,还提高了设备的可用性和生产效率。此外,通过数据分析,企业还发现了一些设备运行中的潜在问题。针对这些问题,企业及时调整了设备的运行参数和维护计划,进一步提高了设备的稳定性和使用寿命。据统计,引入数字化管理方式后,该企业的设备平均使用寿命延长了20%以上。三、结论数字化管理方式为企业延长设备与其他固定资产的使用寿命提供了有效的解决方案。通过实时监测、数据分析和预防性维护等手段,企业可以更好地管理设备,提高设备的运行效率和使用寿命。当设备出现故障时,设备管理系统能迅速发出故障报警,并自动生成包含详细信息的故障报告。青岛设备管理系统用户管理

降低设备运行成本。改善供应链管理:工业物联网技术可以实时追踪物料、产品的流动情况,优化供应链布局和运输路线,降低物流过程中的能源消耗。通过对供应链数据的分析,可以识别出低效率和瓶颈环节,提出改进措施,提高整体运营效率。促进创新业务模式:工业物联网技术的应用可以促进制造业向服务型制造转型,通过提供基于数据的增值服务,创造新的盈利点。例如,基于能耗数据的能源管理服务、基于设备运行数据的设备健康管理服务等,都可以为制造业带来额外的收入。综上所述,工业物联网通过节约能源帮助制造业实现盈利的方式具有多样性和综合性。通过智能能耗监控与管理、提升能源利用效率、优化设备维护与管理、改善供应链管理以及促进创新业务模式等多个方面的综合作用,工业物联网为制造业带来了**的节能效果和盈利机会。并且需要一些维护)。能耗数据可用于改善生产计划,降低总体能耗,并降低相关成本。查明非工作时间浪费的能源也可以帮助您节省资金。3.供应链和劳动力优化工业物联网为供应链的各个方面提供实时信息。高效的实施为您提供了一幅清晰的画面,可以展示材料、设备和产品在整个流程中是如何移动的。青岛物联网的设备管理系统设备管理系统支持多协议数据采集,如 Modbus、OPC UA,实现毫秒级状态监控。

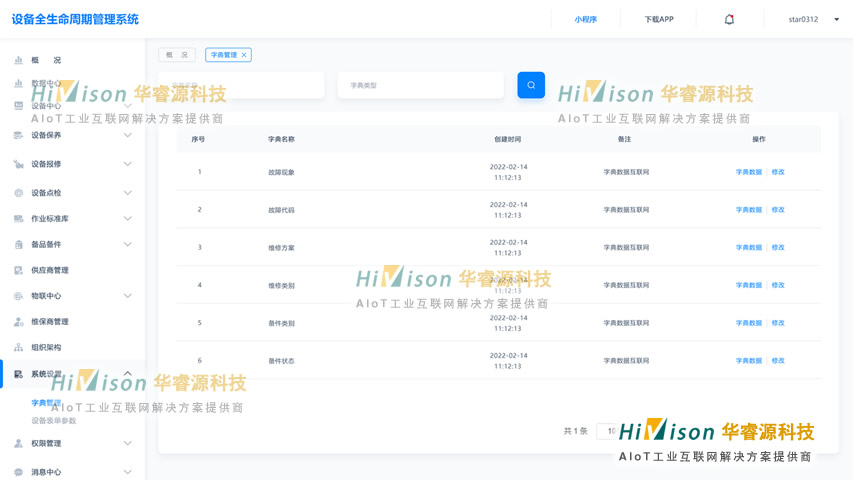
麒智设备管理系统采用安全可靠的数据存储和备份技术,确保企业的设备数据得到有效的保护。系统将设备的运行数据和管理信息进行实时备份,以防止数据丢失和损坏。数据存储方面,麒智设备管理系统采用先进的数据库技术,保证数据的可靠性和稳定性。系统将设备数据存储在高性能的数据库中,确保数据的快速读写和可靠访问。数据备份方面,麒智设备管理系统采取多层次的备份策略。系统会定期自动进行数据备份,将设备数据存储在不同的物理设备和地点,以防止单点故障和意外情况导致的数据丢失。
在应用优势方面,智能化设备管理系统为企业创造了多重价值。经济效益通过预防性维护和备件优化,企业运维成本普遍降低百分之二十至三十五。其次是管理效能的提升,标准化流程和数字化工具使设备管理效率提高百分之五十以上。更重要的是战略价值的创造,设备数据资产化为企业决策提供了全新维度,某工程机械厂商通过分析设备运行数据,优化产品设计,使新产品故障率降低了百分之四十。实施路径上,企业通常采用三步走策略。首先是基础建设阶段,重点完成设备联网和数据平台搭建。其次是能力建设阶段,开发智能分析模型和应用场景。持续优化阶段,完善知识库和自主决策能力。某电子制造企业通过十八个月的系统实施,设备综合效率提升了十五个百分点,年节约运维成本两千八百万元。有助于工厂更好地控制备件的库存成本,确保备件的及时供应。

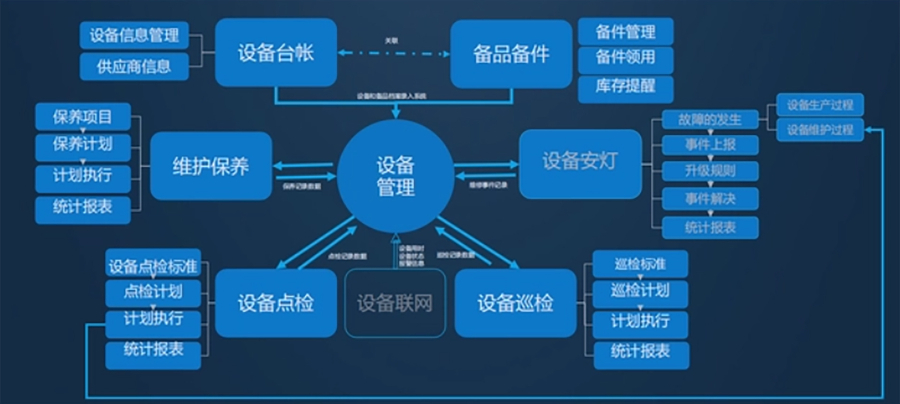
在工业发展历程中,设备管理理念经历了从被动应对到主动预防的深刻变革。这种转变不*是技术进步的必然结果,更是企业管理思维的一次重大飞跃。全生命周期主动管控的理念:全生命周期主动管控了一种全新的管理范式:在时间维度上,它覆盖设备从选型设计、采购安装、运行维护到报废处置的全过程。某半导体企业甚至将管理触角前伸至设备选型阶段,通过数字孪生仿真提前评估设备适用性。在管理维度上,它实现了三个转变:从经验判断到数据驱动,从单点维修到系统优化,从成本中心到价值中心。某风电运营商通过这一转变,将风机可利用率从92%提升至98%,年发电量增加5.8%。设备管理系统可根据设备实际使用情况和维护要求,制定个性化的维护计划。青岛网络及信息设备管理系统
设备的高效运行确保了生产任务的按时完成,提高了客户满意度。青岛设备管理系统用户管理
实施全生命周期管理的企业普遍获得收益:直接经济效益:平均降低运维成本25-35%,减少非计划停机60-80%。某汽车厂冲压设备MTBF从400小时提升至1500小时。管理效能提升:工单处理效率提高50%以上,备件库存下降20-40%。某机场通过智能调度将设备利用率提升22%。可持续发展:设备寿命平均延长15-20%,能耗降低10-25%。某水泥厂通过能效优化年减排CO₂1.2万吨。展望未来,随着5G、边缘计算和AI技术的融合,设备管理将进入自主决策的新阶段。自适应维护、预测性更换、自优化运行等场景将成为现实。某试验性智能工厂已实现90%的设备异常自主诊断和处置。青岛设备管理系统用户管理

全生命周期闭环管理前期管理:设备选型决策支持系统(集成LCC全生命周期成本分析模型)中期运营:自适应维护策略引擎(根据设备劣化模式动态调整维护周期)后期处置:残值评估区块链系统(记录设备全历史数据供二手交易参考)智能化工单系统自动分单算法:综合考虑故障等级、技能矩阵、地理位置等因素(采用强化学习持续优化)AR远程协作:通过Hololens实现远程指导,维修效率提升40%知识沉淀:NLP技术将维修记录自动生成结构化知识库该系统涵盖设备采购需求、审批、到货质检、维修、保养等全流程操作,实现设备管理的全流程覆盖。新疆机床设备管理系统麒智设备管理系统提供灵活的数据统计与分析功能,能够对设备的运行数据进...
- 设备管理系统结构设计 2026-07-03
- 青岛便捷式设备管理系统软件 2026-07-03
- 上海学校设备管理系统 2026-07-02
- 青岛设备管理系统0元试用 2026-07-02
- 青岛化工厂设备管理系统软件 2026-07-01
- 青岛java设备管理系统 2026-07-01
- 青岛化工厂设备管理系统软件哪家好 2026-06-30
- 化工设备管理系统要多少钱 2026-06-30
- 吉林设备管理系统 2026-06-29
- 福建机械设备管理系统 2026-06-29
- 青岛设备管理系统 2026-06-24
- 江苏起重设备管理系统 2026-06-24
- 青岛自动收货机设备管理系统 2026-06-23
- 青岛设备管理系统软件 2026-06-23
- 安徽设备管理系统平台 2026-06-22
- 重庆通用设备管理系统搭建 2026-06-21


- 青岛化工厂设备管理系统软件 07-01
- 青岛java设备管理系统 07-01
- 青岛化工厂设备管理系统软件哪家好 06-30
- 化工设备管理系统要多少钱 06-30
- 吉林设备管理系统 06-29
- 福建机械设备管理系统 06-29
- 湖南实验设备管理系统 06-28
- 四川在线设备管理系统厂商 06-28
- 浙江生产设备管理系统 06-25
- 安徽设备管理系统价格 06-25