- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
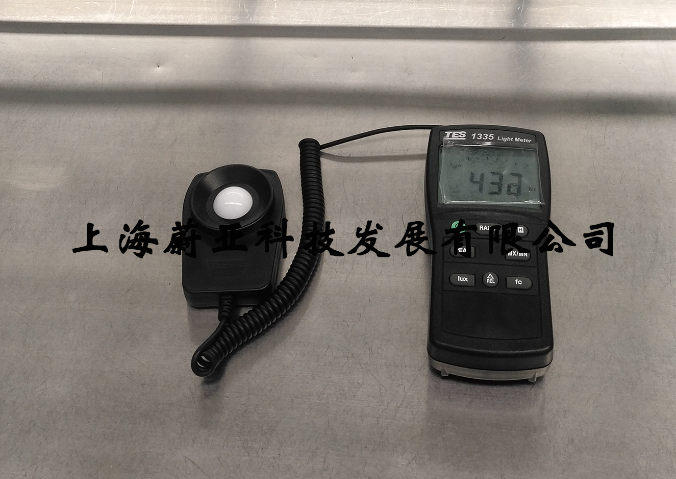
- 风量风速检测、温湿度检测、噪声检测、照度检测
- 检测项目
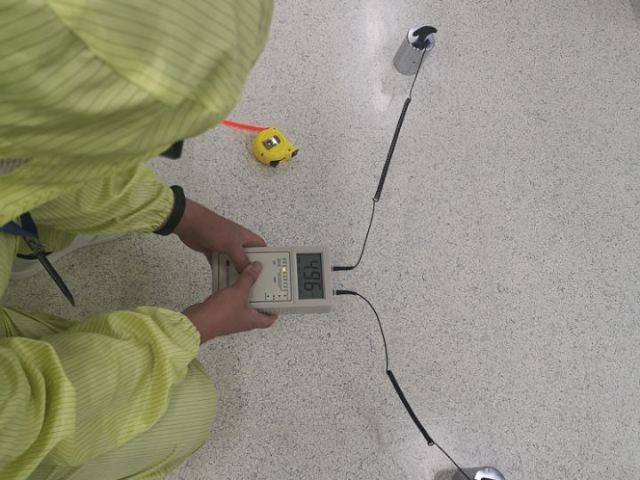
- 洁净度检测、静压差检测、沉降菌检测、浮游菌检测、静电检测
无尘室表面清洁度检测与消毒效果评估表面清洁度需满足动态微生物和颗粒物残留标准,检测方法包括接触碟法、擦拭法和ATP生物发光法。接触碟法要求TSA培养基平板压贴表面30秒,培养后菌落数≤5 CFU/碟;ATP检测则通过荧光素酶反应定量表面有机物残留,限值通常≤200 RLU(相对光单位)。某医疗器械厂因消毒剂残留超标导致细胞培养污染,后改用过氧化氢蒸汽灭菌并增加中和剂验证。此外,需定期进行模拟污染试验(如喷洒荧光素钠),评估清洁程序的有效性。清洁工具(如无尘布、拖把)的材质和更换周期也需符合ISO 14644-5要求,防止二次污染。无尘室内必须采取一系列措施防治交叉污染,确保不同区域的洁净度。气流无尘室检测服务商
生物制药无尘室的***微生物追踪术传统浮游菌检测需48小时培养,无法满足疫苗生产实时监控需求。某企业引入流式细胞术结合荧光标记技术,在30分钟内完成活菌计数与种类鉴别。通过给不同微生物(如革兰氏阳性菌、霉菌孢子)标记特异性抗体-量子点复合物,检测仪可同时识别6类微生物并量化浓度。在**疫苗生产线上,该技术成功拦截因HVAC系统故障导致的军团菌污染事件,避免3.5万剂疫苗报废。但抗体标记成本高昂,团队正开发CRISPR基因编辑微生物标记技术以降低成本。浙江洁净度无尘室检测认真负责无尘室设计需综合考虑气流组织、设备布局等因素,确保气流顺畅,提高净化效率。

无尘室应急处理与持续改进机制针对突发污染事件(如过滤器泄漏、设备故障),企业需制定应急预案并定期演练。例如,某无尘室发生HEPA破损时,立即启动负压隔离、暂停生产并追溯受影响批次。持续改进方面,可运用六西格玛方法分析污染根因(如人员操作、设备磨损),并通过PDCA循环优化流程。某企业通过引入AI驱动的环境监控系统,实时预测污染风险并自动调整送风量,使洁净度达标率提升至99.8%。此外,需建立跨部门协作机制(如工程部、QA、生产部),共享环境数据并协同解决问题,确保无尘室长期稳定运行。
无尘室检测中的空气质量评估在无尘室检测中,空气质量评估是确保生产环境符合标准的重要环节。除了传统的尘埃粒子、温湿度、压差和换气次数等指标外,还需要关注气态污染物、微生物等其他因素对空气质量的影响。气态污染物可能来自生产工艺中的化学反应、原材料挥发或外界空气的渗透等,例如挥发性有机化合物(VOCs)、氮氧化物(NOx)和二氧化硫(SO2)等,它们可能对产品的质量和性能产生负面影响。微生物的存在则可能导致交叉污染和产品质量问题,尤其是在生物制药和食品加工等行业。因此,在空气质量评估中,需要采用多种检测方法和技术,综合分析各种指标,***评估无尘室内的空气质量状况。验证试验是无尘室投入使用的前提,需模拟实际运行,评估各项性能是否达标。
柔性显示屏无尘室的动态微粒管控折叠屏生产对无尘室提出动态环境适应需求。某企业开发气悬浮机器人运输系统,替代传统轨道传送,避免摩擦产生纳米级氧化铝颗粒。检测发现,机器人悬浮气流的湍流扰动会使0.3微米级微粒浓度瞬时升高200%,遂在路径上加装静电吸附幕帘。同时,采用高速粒子计数器(采样频率1kHz)捕捉瞬态污染事件,结合机器学习区分工艺粉尘与外部污染。该方案使屏幕暗点缺陷率从0.07%降至0.002%,但检测数据量激增300倍,需部署边缘计算节点实现实时分析。设施已经建成,生产设备已经安装,并按业主及供应商同意的状态运行,但无生产人员。上海压差无尘室检测标准
洁净室管理需全员参与,培养员工无尘意识,共同营造良好生产环境。气流无尘室检测服务商
量子级无尘室检测的极限挑战量子计算机元器件的制造要求无尘室洁净度突破传统标准,需实现单原子级环境控制。某实验室研发的超高灵敏度质谱仪,可检测空气中单个金属原子的存在,解决了量子比特因铜离子污染导致的退相干问题。该技术通过激光电离与磁场聚焦,将检测限从ppb级(十亿分之一)提升至ppt级(万亿分之一)。然而,检测设备本身的金属材质可能成为污染源,团队改用陶瓷基真空腔体与碳化硅传感器,将背景噪声降低90%。此类检测需在无尘室中嵌套微型负压隔离舱,并建立“检测中的检测”体系——即对检测设备进行实时洁净度监控。气流无尘室检测服务商
第三方洁净室检测机构的选择与资质审查企业委托第三方检测机构时,需重点审查其CMA(中国计量认证)和CNAS(中国合格评定国家认可委员会)资质,确认认可范围包含洁净室检测相关项目(如ISO14644-1、GMP附录等)。合格的检测机构应具备与检测项目相匹配的仪器设备(如配备0.1μm粒径检测能力的粒子计数器)、专业技术人员(持有洁净室检测工程师证书)和标准化操作流程(SOP),并能够提供完整的检测报告(包含原始数据、偏差说明、合规性结论)。此外,还需考察机构的行业经验,例如医药企业应优先选择具备无菌检测资质和生物安全实验室的机构,电子企业则需关注机构是否具备纳米级粒子检测能力。在签订检测合同时,...
- 浙江实验室无尘室检测方法 2025-12-23
- 口罩生产车间环境无尘室检测规范性强 2025-12-23
- 安徽实验室环境无尘室检测规范性强 2025-12-23
- 浙江半导体净化车间无尘室检测服务至上 2025-12-23
- 气流无尘室检测频率 2025-12-23
- 江苏电子厂房环境无尘室检测诚信推荐 2025-12-23
- 半导体净化车间无尘室检测第三方检测机构 2025-12-23
- 上海照度无尘室检测报告 2025-12-23
- 浙江洁净室环境无尘室检测目的 2025-12-23
- 北京过滤器无尘室检测频率 2025-12-23
- 上海洁净室无尘室检测认真负责 2025-12-23
- 江苏消毒液净化车间环境无尘室检测价格 2025-12-22
- 安徽温湿度无尘室检测流程 2025-12-22
- 上海手术室无尘室检测技术好 2025-12-22
- 上海气流无尘室检测方法 2025-12-22
- 浙江洁净度无尘室检测认真负责 2025-12-22




- 湖州项目风管漏风量检测频率 01-01
- 宿迁验收风管漏风量检测标准 01-01
- 青浦区工程风管漏风量检测哪家好 01-01
- 镇江风管漏风量检测频率 01-01
- 台州项目风管漏风量检测价格 01-01
- 绍兴风管漏风量检测报告 01-01
- 青浦区验收风管漏风量检测标准 01-01
- 北京风管漏风量检测服务商 01-01
- 无锡项目风管漏风量检测标准 01-01
- 衢州验收风管漏风量检测 01-01