科学技术的发展,对自动化技术提出越来越高的要求,同时也为自动化技术的革新提供了必要条件。70年代以后,自动化开始向复杂的系统控制和高级的智能控制发展,并地应用到、科学研究和经济等各个领域,实现更大规模的自动化,例如大型企业的综合自动化系统、全国铁路自动调度系统、国家电力网自动调度系统、空中交通管制系统、城市交通控制系统、自动化指挥系统、国民经济管理系统等。自动化的应用正从工程领域向非工程领域扩展,如医疗自动化、人口控制、经济管理自动化等。自动化将在更大程度上模仿人的智能,机器人已在工业生产、海洋开发和宇宙探测等领域得到应用,系统在医疗诊断、地质勘探等方面取得效果。工厂自动化、办公自动化、家庭自动化和农业自动化将成为新技术的重要内容,并得到迅速发展。电路、气路、油路及机械传动部位(如导轨等)班前班后要检查、清理 ;宿迁应用自动化生产线标准
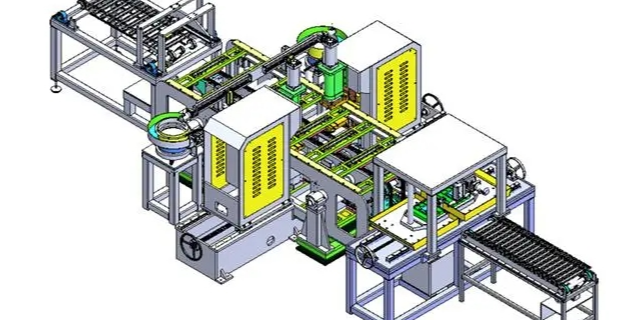
流水线设备生产流水线设备;装配流水线设备;自动化流水设备线;工业流水线设备;皮带输送线设备;组装流水设备线;链板线设备;滚筒流水线设备;插件流水线设备;周转车;工作台;提升机;涂装烘干设备;仓储货架;不锈钢制品;线棒产品;非标设备,流水线设备!流水线设备是在一定的线路上连续输送货物搬运机械,又称输送线或者输送机。按照输送系列产品大体可以分为:皮带流水线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。输送机可进行水平、倾斜和垂直输送,也可组成 空间输送线路,输送线路一般是固定的。流水线输送能力大,运距长,还可在输送过程中同时完成若干工艺操作,所以应用十分宿迁国产自动化生产线检测先确定节拍时间:不论何种制品,皆在其必须完成的恰好时间内制造。

2.单位流程:只针对一项产品,进行单位配件的搬运、装配、加工及素材的领取。3.先导器:制作以目视即能了解节拍时间的装置。4.U字型生产线:将设备依工程顺序逆时针排列,并由一人负责出口及入口。5.AB控制:只有当后工程无产品,而前工程有产品的情形,才进行工程。6.灯号:传达生产线流程中产品异状的装置。7.后工程领取:生产线的产品要因应后工程的需求。自动线中设备的联结方式有刚性联接和柔性联接两种。刚性联接在刚性联接自动线中,工序之间没有储料装置,工件的加工和传送过程有严格的节奏性。当某一台设备发生故障而停歇时,会引起全线停工。因此,对刚性联接自动线中各种设备的工作可靠性要求高。
工业生产自动化是在工业生产中采用各种自动控制、自动检测和自动调整装置,对生产过程进行自动测量、检验、计算、控制、监视等,以代替人来操纵机器设备。自动化是生产机械化的更高阶段,也是工业技术现代化的基本方向之一。按其发展阶段分为:①半自动化。即部分采用人工操作,部分采用自动控制进行生产;②全盘自动化,也称自动化生产线。指全部工序过程自动化;③综合自动化。即从原料进厂直到产品出厂,包括加工、包装、打标记等整个过程的自动化,也是企业管理自动化的主要内容。工业生产自动化可减轻工人劳动强度,减少操作工人人数,生产连续,产品质量稳定,劳动生产率高;但投资费用较大,耗能量高,更换品种规格较困难,要求有较高的管理水平和工人文化技术素质。一般多用于产品结构较先进、工艺稳定、批量大、需要节约大量劳动力的工业生产,以及危险性生产活动。自动生产线节省了大量的时间和成本,在工业发达的城市,自动生产线的维修成为热点。
伴随着过程控制技术的发展,实现过程控制的工作也在同样的在不断的更新换代,自动化水平不断的提高。20世纪70年代中期的DDZ-Ⅲ型仪表,是继集成电路之后出现的,以集成运算放大器为主要放大元件,24V DC为能源,采用国际标准信号制的4~20Ma DC为统一标准信号的组合型仪表。它在体积基本不变的情形下,增加了仪表的功能,工作在现场的DDZ-Ⅲ型仪表均为安全火花型防爆仪表,配上安全栅,构成安全火花防爆系统,相当安全。因此在化工、炼油等行业得到了广泛的应用,并曾一度占主导地位,至今,一些中小企业及大企业的部分装置仍在使用。U字型生产线:将设备依工程顺序逆时针排列,并由一人负责出口及入口。扬州安装自动化生产线24小时服务
后工程领取:生产线的产品要因应后工程的需求。宿迁应用自动化生产线标准
柔性联接在柔性联接自动线中,各工序(或工段)之间设有储料装置,各工序节拍不必严格一致,某一台设备短暂停歇时,可以由储料装置在一定时间内起调剂平衡的作用,因而不会影响其他设备正常工作。综合自动线、装配自动线和较长的组合机床自动线常采用柔性联接。传送系统自动线的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。宿迁应用自动化生产线标准