- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
PVC硬板的生产工艺,1.配料混合:将聚氯乙烯树脂、稳定剂、填充剂、润滑剂、着色剂等按照一定比例放入高速混合机中,在一定温度下进行混合,使各种原料均匀分散。混合过程中需要控制好温度和时间,避免原料提前发生反应。2.挤出成型:将混合好的物料送入挤出机,在挤出机的料筒内,物料受到加热和螺杆的剪切作用,逐渐熔融塑化。熔融后的物料通过模具挤出,形成连续的板材雏形。挤出过程中要精确控制挤出温度、螺杆转速等参数,以保证板材的质量。3.压延成型(部分工艺):对于一些厚度较薄、表面要求较高的PVC硬板,可能会采用压延成型工艺。熔融的物料经过压延机的辊筒压延,进一步调整板材的厚度和表面光洁度。4.冷却定型:挤出或压延后的板材进入冷却装置,通过水冷却或空气冷却使其定型,保证板材的尺寸精度。5.切割修整:冷却后的板材根据需要进行切割,去除边角料,得到符合规格的PVC硬板产品。山东利信塑料制品有限公司成立于2016年,是国内有名的PVC板材供应商。山东PVC塑料硬板批发
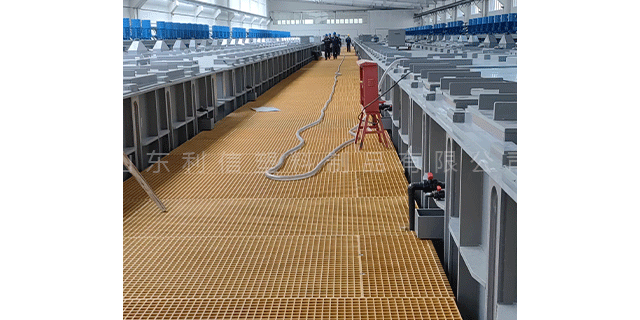
家具制造行业:4-8毫米的PVC硬板可用于制作家具的抽屉底板、橱柜门板等部件。这些部件需要一定的承载能力和稳定性,中型板能够满足要求,同时其表面易于进行装饰处理,如贴膜、喷漆等,以匹配家具的整体风格。水族行业:5-10毫米的中型PVC硬板是制作中小型水族箱的常用材料。其具有良好的透明度(部分型号)和强度,能够承受水的压力,且不易被水腐蚀,为水族生物提供适宜的生存环境。化工行业:厚型PVC硬板在化工行业中应用广阔,12-50毫米及以上的板材可用于制作大型化工储罐、反应釜内衬、酸碱池等。这些场景对材料的强度、耐腐蚀性和抗冲击性要求极高,厚型板能够承受化工介质的腐蚀和压力,保证设备的安全运行。东莞PVC塑料硬板利信塑业始终坚持“品质至上、以诚为本开拓进取、合作共赢”的经营理念。

一般来说,相邻辊筒之间存在一定的速比,使板坯在通过辊筒时受到适当的拉伸,从而改善板材的内部结构和性能。例如,前两个辊筒的速比可能设置为1:1.1-1:1.2,后续辊筒的速比根据实际情况进行调整。压延速度一般在1-10米/分钟,速度过快可能导致板材表面质量下降,过慢则影响生产效率。冷却方式选择:经过挤出或压延的板坯需要及时冷却定型,以保持其形状和尺寸的稳定性。常见的冷却方式有水冷和风冷。水冷是通过将板材通过水槽,利用水的冷却作用使板材快速降温;风冷则是利用风机吹出的冷空气对板材进行冷却。
精确计量:将聚氯乙烯树脂、稳定剂、填充剂、润滑剂、着色剂等各种原料按照既定配方,使用高精度的计量设备进行精确称量。计量的准确性直接关系到产品质量的稳定性,任何一种原料的称量误差都可能导致产品性能出现偏差。稳定剂用量不足可能使板材在加工或使用过程中发生分解;填充剂过多可能导致板材机械性能下降。高速混合:把精确称量好的各种原料投入高速混合机中。高速混合机通过高速旋转的搅拌桨叶,使物料在短时间内剧烈翻动、混合。在混合过程中,物料因相互摩擦和桨叶的剪切作用而升温。一般先投入PVC树脂,启动混合机使其升温至60℃左右,然后依次加入稳定剂、内润滑剂、加工助剂、抗冲改性剂等,继续升温至90℃-100℃,再加入填充剂、着色剂等,之后加入外润滑剂,直至混合温度达到115℃-125℃。利信塑业不断进取、超越、创新价值,实现梦想。
在实际生产中,有时会采用水冷和风冷相结合的方式,先通过水冷进行快速降温,然后再利用风冷进一步冷却至室温。冷却速度控制:冷却速度对PVC硬板的质量有重要影响。冷却速度过快,可能导致板材内部产生较大的内应力,使板材在后续加工或使用过程中出现翘曲、开裂等问题;冷却速度过慢,则会影响生产效率。一般来说,对于厚度较薄的板材,冷却速度可以适当快一些;对于厚度较厚的板材,冷却速度则需要适当控制。例如,对于厚度为3-5毫米的板材,冷却时间可能在1-3分钟;对于厚度为10-15毫米的板材,冷却时间可能需要5-10分钟。山东利信塑料制品有限公司为客户提供优良质量、良好性能的产品。东莞PVC塑料硬板
随着社会的发展进步,利信塑业将以至诚至爱的奉献,尽善尽美的服务,让企业做到与时代共同发展。山东PVC塑料硬板批发
虽然PVC硬板对有机溶剂的耐受性不如对酸碱盐溶液,但仍能耐受一些极性较弱或非极性的有机溶剂,如:酒精(乙醇):浓度在75%以下的乙醇溶液在常温下对PVC硬板的溶胀作用较弱,不会明显影响其性能。因此,在医药行业的酒精储存和输送设备中,PVC硬板有一定的应用。甘油:常温下,甘油不会对PVC硬板产生腐蚀或溶胀作用,可用于相关的食品、医药设备制造。某些脂肪族烃类:如戊烷、己烷等,在常温下与PVC硬板接触时,不会对其造成明显破坏,但长期接触可能会有轻微溶胀,因此需控制接触时间。山东PVC塑料硬板批发
- 河南PVC硬板价格 2026-04-04
- 海南PVC硬质塑料板厂家 2026-04-03
- 硬质PVC板多少钱 2026-04-03
- 黑龙江PVC硬质塑料板定制尺寸 2026-04-03
- PVC硬板多少钱 2026-04-02
- 上海PVC硬板 2026-04-02
- 贵州硬质PVC板 2026-03-30
- 济宁PVC塑料硬板定做 2026-03-30
- 重庆PVC硬板价格 2026-03-29
- 临沂PVC硬质塑料板定制尺寸 2026-03-29
- 广东硬质PVC板生产厂家 2026-03-29
- 临沂PVC硬质塑料板 2026-03-28