水下切粒机在通用塑料加工领域展现出强大的适应性。以聚丙烯(PP)和聚乙烯(PE)为例,这两种材料因产量大、应用广,对造粒设备的效率与颗粒质量要求极高。水下切粒机通过熔融聚合物直接挤出切割的方式,使颗粒直径误差控制在±0.05毫米以内,确保了注塑、吹塑等后续工艺的稳定性。在聚乙烯薄膜生产中,颗粒均匀性直接影响薄膜厚度的一致性,而水下切粒机的冷却系统能快速固化颗粒,避免粘连,使薄膜厚度偏差降低25%。此外,其封闭式循环水设计减少了粉尘产生,车间环境PM2.5浓度较传统设备下降80%,符合食品级包装材料的生产标准。这种高效、洁净的生产模式,使水下切粒机成为通用塑料加工企业的优先设备。维修人员快速修好了故障的水下切粒机,恢复了生产的正常进行。中国台湾产地水下切粒机

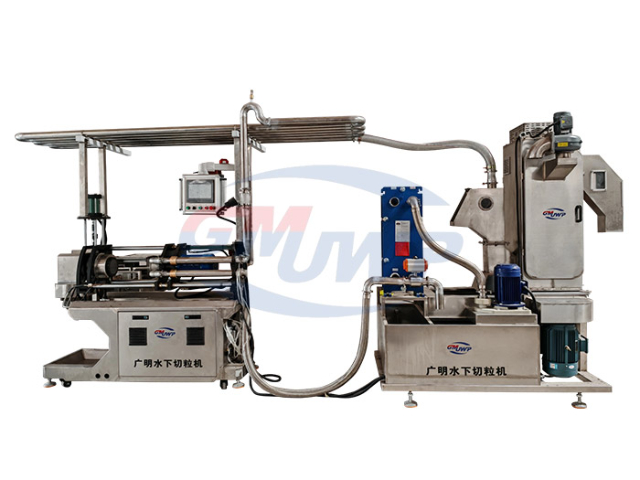
水下切粒机通过熔融聚合物挤出、旋转刀切割、水循环冷却三位一体的工艺,实现了高分子材料的高效造粒。其工作原理为:熔融物料从模头挤出后,旋转刀组以每分钟数百转的速度将物料切割成粒,随后粒子被水流带出切粒室,进入离心干燥系统完成脱水。与传统拉条式切粒相比,水下切粒机的关键优势在于封闭式冷却环境——水循环系统不仅加速了粒子固化,还避免了空气氧化,使粒子表面光滑、密度均匀,且杜绝了粉尘污染。例如,在聚乙烯薄膜原料生产中,水下切粒机造粒的均匀性可将薄膜厚度偏差控制在±2μm以内,明显提升产品合格率。此外,其电磁感应加热系统确保模头受热均匀,配合高硬度合金刀具,可连续稳定运行超过7200小时,设备寿命较传统机型延长40%。惠州多功能水下切粒机水下切粒机的密封结构十分精良,能防止水和其他杂质侵入设备内部。

现代水下切粒机通过集成AI算法与物联网技术,实现了从参数优化到故障预警的全流程智能化。例如,某国产高级机型搭载的在线粒度监测系统,可实时分析粒子直径分布,当检测到超标粒子时,自动调整切刀转速与水流压力,将粒子合格率稳定在99.5%以上。其双柱塞不停机换网装置,可在30秒内完成滤网更换,较传统机型缩短80%停机时间。在能源管理方面,智能温控系统通过分区加热与快速冷却技术,将单位产能能耗从传统设备的0.35kWh/kg降至0.22kWh/kg。此外,设备配备的5G远程诊断模块,可实时上传运行数据至云端,工程师通过AR眼镜即可完成远程指导,故障响应时间从4小时缩短至20分钟。
水下切粒机的节能特性体现在全流程工艺优化中。首先,其密闭水循环系统通过热交换器实现90%以上的热量回收,较传统风冷干燥工艺节能40%-50%;其次,智能切粒系统可根据挤出量实时调节模头出料量与切刀转速,使单位能耗产出比提升25%。以年产5万吨PP颗粒生产线为例,采用水下切粒技术后,年耗电量从传统工艺的1,200万度降至850万度,同时减少二氧化碳排放约2,800吨。在产能提升方面,科倍隆ZSKMc11挤出机配套水下切粒系统可实现15吨/小时的连续生产,较传统设备产能翻倍;而南京百优推出的模块化设计切粒室,通过快拆结构将换刀时间从2小时缩短至10分钟,设备综合利用率提升30%。值得关注的是,该技术通过优化熔体流道设计,将背压降低至传统设备的60%,有效减少了熔体降解风险,使产品合格率稳定在99.5%以上。准确温控系统,助力水下切粒机产出性能稳定的质优颗粒。
水下切粒机的适应性使其成为多品类高分子材料加工的首要选择设备。在通用塑料领域,PP、PE等材料的熔融态切粒可直接用于注塑、吹塑等后续工艺,例如在聚丙烯管材生产中,其造粒均匀性使管材壁厚偏差控制在±0.1mm以内。功能性母粒生产中,封闭环境可避免碳黑、玻纤等填料的飞散,保证母粒中的功能成分的均匀分布,某色母粒企业通过该设备将产品批次色差ΔE值从2.5降至0.8。针对低粘度聚合物或腐蚀性化工原料,循环水系统可降低材料对设备的粘附与腐蚀,适用于电池隔膜原料、特种涂料树脂等高级材料的加工,例如在聚酰胺66生产中,设备使原料熔融指数稳定性提升40%。水下切粒机的切粒大小可通过更换模具来轻松实现。广东工程塑料水下切粒机要求
水下切粒机的合理操作与维护,可有效延长其使用寿命。中国台湾产地水下切粒机
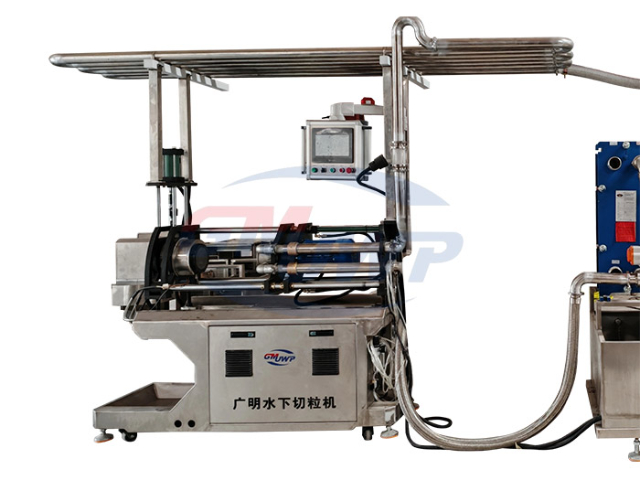
水下切粒机是一种将高温熔融聚合物通过水下切割实现颗粒化的专门使用设备,广泛应用于塑料回收、化工合成及新材料制造领域。其关键原理是将熔体从模头挤出后,立即被高速旋转的切刀切断,同时利用循环冷却水对颗粒进行瞬间冷却固化,形成直径1-5毫米的均匀粒料。与传统风冷切粒相比,水下切粒技术具有三大明显优势:一是冷却效率高,颗粒表面光滑无粘连,减少二次破碎工序;二是密闭水环境可有效抑制熔体氧化,提升产品透明度与力学性能;三是设备紧凑,占地面积只为风冷系统的1/3,适合连续化大规模生产。以聚丙烯(PP)生产为例,水下切粒机可将熔体温度从220℃降至40℃只需0.2秒,颗粒圆度误差控制在±0.05mm以内,满足高级注塑工艺要求。中国台湾产地水下切粒机