水下切粒机的绿色化设计体现在全生命周期能耗控制中。其密闭水循环系统通过热交换器回收90%以上的余热,较传统风冷干燥工艺节能45%-50%;以年产10万吨PET生产线为例,年节电量可达2,800万度,相当于减少二氧化碳排放1.8万吨。同时,智能切粒系统可根据挤出量动态调节模头出料量与切刀转速,使单位能耗产出比提升25%,综合运营成本降低18%-22%。在环保合规方面,南京百优推出的第四代水循环系统采用纳米过滤技术,将工艺水杂质含量降至5ppm以下,实现零排放生产;而科倍隆ZSKMc11系列通过优化螺杆长径比(≤40:1),将物料停留时间从传统工艺的3分钟缩短至1.2分钟,热降解风险降低60%,大幅减少了废料产生。这款新型水下切粒机具备高精度切粒功能,能满足多样生产需求。综合水下切粒机公司
水下切粒机的应用覆盖从通用塑料到特种工程塑料的宽泛领域,其关键优势在于对低粘度及高粘附性物料的优异处理能力。在聚烯烃领域,PP、PE等材料因熔体强度低,传统拉条工艺易出现断条现象,而水下切粒通过熔体直切技术,使颗粒成型率提升至99.2%以上;对于TPE、TPU等热塑性弹性体,其粘附性易导致传统设备模孔堵塞,而水下切粒机的多孔模板(孔数可达10,000个)配合高速切刀(转速可达3,000rpm),可实现连续稳定生产。在高级应用场景中,科倍隆Coperion生产的ZSKMc11系列双螺杆挤出机配套水下切粒系统,已成功应用于碳纤维增强PA66、LCP液晶聚合物等高性能材料的量产,颗粒强度较传统工艺提升15%-20%。此外,该技术还可拓展至化工原料改性领域,如母粒填充、阻燃剂分散等工艺,通过调整切刀几何参数,可实现颗粒形状从球形到圆柱形的定制化生产。甘肃靠谱的水下切粒机厂家水下切粒机的能耗较低,符合现代企业节能减排的生产理念。

针对水下切粒机模头与刀盘易磨损的行业痛点,广明科技投入千万级研发资金,攻克钨钢精密加工技术,推出全球全钨钢一体化模头与纳米镀层刀盘。通过超音速火焰喷涂工艺,刀盘表面形成厚度达0.2mm的碳化钨-钴合金层,硬度达HRC92,耐磨性较传统不锈钢材质提升5倍,使用寿命突破8000小时。模头采用分体式设计,流道表面粗糙度控制在Ra0.05μm以内,配合智能温控系统实现±0.5℃精细控温,有效解决高粘度PBT、热敏性PVC等材料的切粒难题。目前,该系列部件已通过TÜV莱茵认证,成为国内30余家头部塑料企业的优先配件。
正确的操作和维护保养是确保水下切粒机正常运行和延长使用寿命的关键。在操作方面,操作人员需熟悉设备操作规程,严格按照步骤进行操作。开机前要检查设备各部件是否正常,如切刀是否锋利、冷却水是否充足等。运行过程中要密切关注设备状态,如温度、压力、转速等参数的变化,及时发现并处理异常情况。维护保养方面,定期清洁设备是必不可少的,要清理切粒室内的残留物料和杂质,防止堵塞和磨损。同时,要检查切刀的磨损情况,及时更换磨损严重的切刀。对传动装置、润滑系统等也要进行定期检查和维护,确保设备传动平稳和润滑良好。此外,还要定期对设备进行检修和调试,保证设备性能稳定。通过正确的操作和维护保养,可以提高水下切粒机的工作效率,降低故障率,延长设备使用寿命。这家企业的水下切粒机生产线,实现了高效、稳定的生产模式。

广明科技将工业互联网技术深度植入水下切粒机,自主研发的AIoT智能控制系统实现设备全生命周期数字化管理。系统通过200+个传感器实时采集模头压力、切刀转速、水温等关键参数,结合边缘计算算法动态优化工艺曲线,使颗粒尺寸CV值稳定在≤2.5%的行业前列水平。更值得关注的是,设备搭载的预测性维护模块可提前72小时预警模头堵塞、刀盘磨损等故障,将非计划停机时间减少80%。某色母粒生产企业引入该系统后,单线年产量从1.2万吨提升至1.8万吨,运营成本降低18%,成为智能制造转型的典型案例。经过培训的操作人员,能熟练运用水下切粒机完成生产任务。湛江工程塑料水下切粒机设备
水下切粒机的维护成本较低,为企业节省了生产成本。综合水下切粒机公司
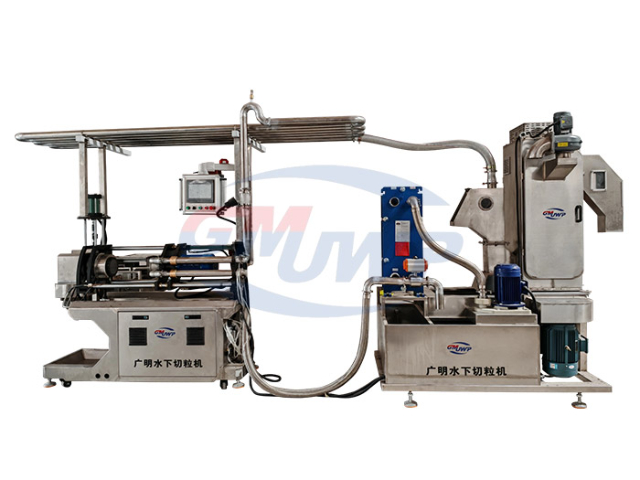
水下切粒机主要由挤出系统、切粒系统、冷却系统、脱水系统和控制系统等部分组成。挤出系统负责将高分子原料熔融并挤出成条状物料,其性能直接影响切粒质量和效率。切粒系统是关键部分,包括切刀、切粒室和传动装置。切刀通常采用高硬度、耐磨损材料制成,能在高速旋转下准确切割物料。切粒室设计需保证冷却水均匀分布和良好切粒环境。冷却系统通过循环冷却水快速降低物料温度,确保颗粒固化。脱水系统则去除颗粒表面水分,提高的燥度。控制系统对整个切粒过程进行实时监控和调节,确保设备稳定运行。各部件相互配合,共同实现高效、稳定的切粒过程。其中,切刀的材质和设计、切粒室的结构以及冷却系统的效率都是影响切粒效果的关键因素。综合水下切粒机公司



