几种常见的密封垫片橡胶材料:1.氯丁橡胶CR它是以氯丁二烯为基的聚合物,耐化学药品、耐老化、耐气候、耐臭氧及阻燃。在下述介质中具有优良的耐溶涨性:苯胶点高的矿物油、润滑脂、多种防冻剂,在下列介质中耐溶涨性适中:矿物油、低分子量脂烃。使用温度范围-35℃~140℃。2.丙烯酸脂橡胶ACM是丙烯酸乙脂或丙烯酸丁脂的共聚物,以ACM为基的比以NBR或CR为基的弹性体的耐热性高,具有优良的耐老化和耐臭氧性,在发动机油、传动油、ATF油中耐溶涨性优良。使用温度范围-25℃~140℃,主要用于制造高温和含添加剂油条件下的密封制品,在这类工况,丁腈橡胶不符合使用要求,但使用氟橡胶成本太高。O型圈,就选无锡鼎正新材料,用户的信赖之选,欢迎您的来电哦!舟山O型圈生产商
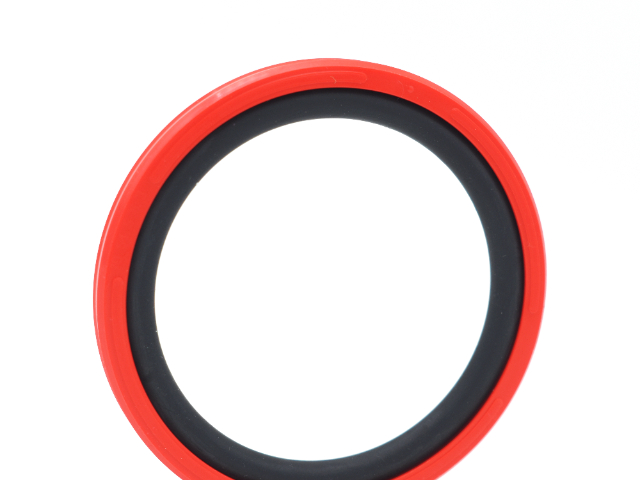
O型圈是一种断面形状为圆形的密封元件,它适用于各种机械设备中,在一定温度、压力及不同的液体或气体介质中起到密封作用。与其它密封圈相比,具有如下的优越性能:①密封部位结构简单,安装部位紧凑,而且重量较轻。②有自密封作用,往往只用一个密封件便能完成密封效果。③密封性能好,用作静密封时几乎没有泄漏,用作动密封时,只在速度较高时才有些泄漏。④运动摩擦阻力很小,对于压力交变的场合也能适应。⑤尺寸和沟槽已标准化,成本低,产品易得,便于使用和外购。上海橡胶O型圈苏州密封件O型圈,请联系无锡鼎正新材购买。

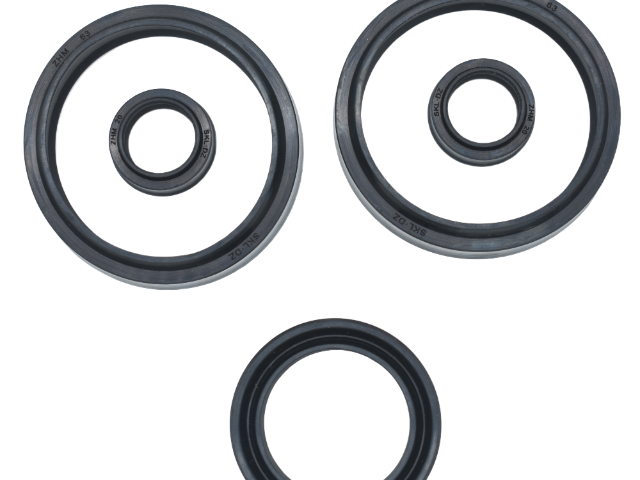
O型圈的安装质量对其密封性和使用寿命均有重要的影响。泄漏问题往往是因为安装不良而造成的。安装过程中不允许出现O型圈被划伤和位置安装不正,以及O型圈被扭曲等情况。装配前,密封沟槽、密封配合面必须严格清洗;同时对O型圈装配中要通过的表面涂敷润滑脂。为了防止O型圈在安装时被尖角和螺纹等锐边切伤或划伤,应在安装的轴端和孔端留有15º~30º的引入角。当O型圈需通过外螺纹时,应使用的薄壁金属导套,套住外螺纹;如果O型圈需通过孔口时,应使孔口倒成相应的斜角形状,以防O型圈被划伤。坡口的斜角一般为a=120º~140º
橡胶O型圈的缩水率注意一下基几点1、橡胶O型圈的缩水率跟着硫化成品的含胶量的增大而增大。2、橡胶O型圈商品的缩水率跟着硫化成品的硬度添加而成马鞍型曲线改变。3、橡胶O型圈商品的缩水率跟着硫化温度的添加而增大,温度每添加10度,缩水率添加0、1%—0、2%。4、橡胶O型圈商品的缩水率跟着硫化成品生料的写入量的增多而增大,当生料质量>商品质量5%-10%,缩水率较为安稳。5、胶料压延方向和在模具中活动方向的缩短率大于笔直方向的缩短率。6、胶料可塑性越好,缩水率越小;胶料硬度越高,缩水率越小(高硬度在外)。7、填充剂用量越多,缩水率越小;含胶量越高缩水率越大。8、多孔模腔的模具,中心模腔硫化成品的缩短率比边际模腔硫化成品的缩短率要大。9、注压法硫化成品的缩短率比模压法硫化成品的缩短率要稍小。10、薄型成品(断面厚度小于3mm)的缩短率比厚成品(断面10mm以上)的缩短率大0、2%---0、6、同标准的圆截面和方截面的缩短率近似。11、夹层织物越多,橡胶O型圈缩短率越小;qz"p9O(j4a6r+d、m。12、衬有金属镶嵌的橡胶O型圈成品缩短率较小,且向金属镶嵌物方向缩短。无锡鼎正新材料为您提供专业的O型圈。

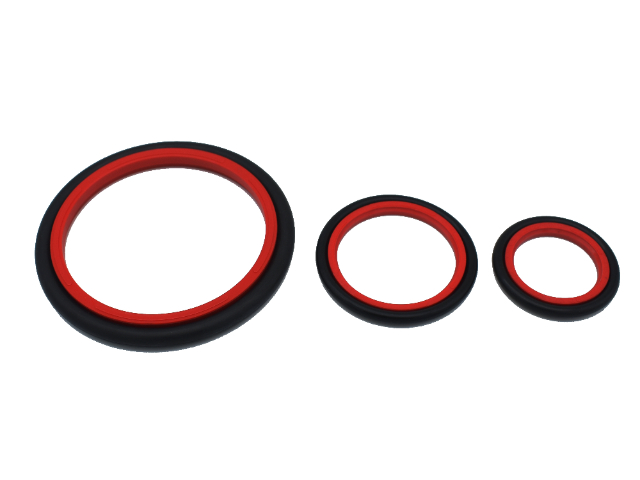
硅橡胶垫片的技术参数:硅橡胶垫片使用温度:-100℃~300℃硅橡胶垫片使用压力:<3.0MPa硅橡胶垫片常用规格:DN15~DN400橡胶垫片rubbergasket在金属法兰或其它连接部位两个静止表面之间起密封作用的薄片形橡胶制品统称橡胶垫片。可用模压法制造,也可用硫化胶片冲制。可普遍用于各种机械设备,起衬垫、密封、缓冲等作用。制作方法:橡胶垫片有模压的也有切割的,模压是利用液压成型机和模具压制而成,切割的是利用垫片切割机切割出来的,相比而言模压省料,但是比较单一,一幅模具只可以做一种垫片,垫片切割机切的可以在1500mm范围内任意尺寸切割但是对板材的利用率不是很高。汽车O型圈,请联系无锡鼎正新材购买。苏州聚氨酯O型圈
无锡鼎正新材料为您提供专业的O型圈,欢迎您的来电哦!舟山O型圈生产商
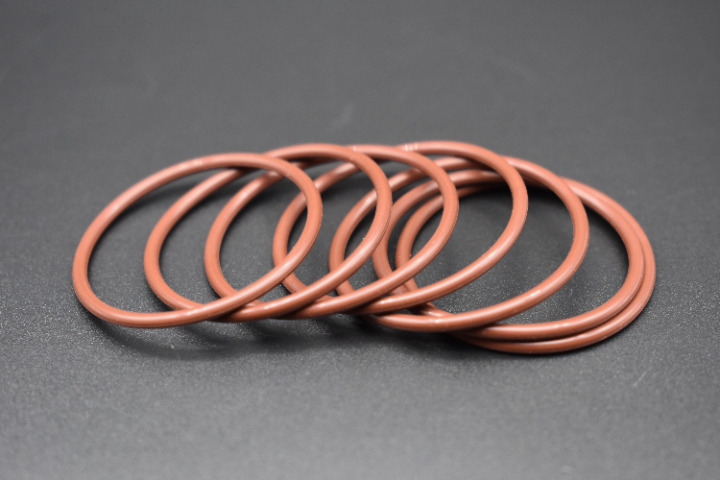
O形橡胶密封圈工作环境复杂多样,就要求其胶料具有某些特殊的性能。在液压系统中,要求具有良好的耐油性、耐温性、低的压缩长久变形和一定的拉伸强度。作为动态密封,除了具有要求之外,胶料还应具有较好的耐磨性和抗撕裂性能。用于特殊介质的密封则要求胶料在介质中的体积变化和硬度变化较小。总之,配方设计应根据具体的工作条件、介质种类、使用温度、工作压力和应用状态等综合考虑。O形橡胶密封圈的制作方法还是主要用过模压法生产为主,其中模压制品的硫化方法主要有平板模压、传递模压和注射模压三种。平板模压法历史悠久。传递模压约在20世纪50年代前后开始使用,而往射模压则自60年代起逐步由塑料工业进人橡胶工业。当前发展趋势是逐步发展注压法,但由于各自适应的范围不同。三者共存并获得发展仍是现实。O形密封圈按其特点仍以平板模压为主要成型方法。舟山O型圈生产商