- 品牌
- YONKSUNG
- 型号
- 定制
- 产地
- 深圳
- 是否定制
- 是
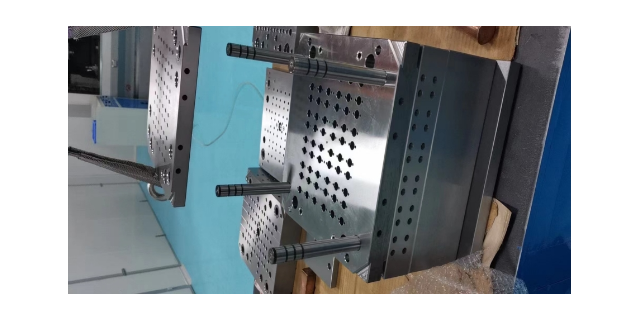
车灯注塑模具和普通塑料模具的主要区别在于它们的用途和设计。普通塑料模具主要用于生产各种形状和规格的塑料制品。它们通常由加热室和冷却室组成,模具在加热室中受热并将塑料熔化,然后在冷却室中冷却固化,形成所需的塑料制品。塑料模具的设计灵活性很大,可以根据需要制作出各种复杂度的模具。车灯注塑模具则是一种特用于生产车灯部件的模具。车灯注塑模具通常具有更复杂的设计,因为它们必须精确地形成车灯的形状和规格,同时还需要考虑到车灯的各种细节和结构。此外,车灯注塑模具通常需要更高的加热和冷却效率,以确保生产效率。此外,车灯注塑模具通常需要更高的精度和更严格的公差要求,以确保生产的车灯部件符合车辆其他部分的配合精度。车灯注塑模具的设计需要考虑许多因素,如注射嘴的位置和大小、浇口的位置和大小、模腔的数量和位置、冷却系统的设计等。合理的建筑注塑模具设计可以提高生产效率,降低生产成本。天津电子塑胶模具公司

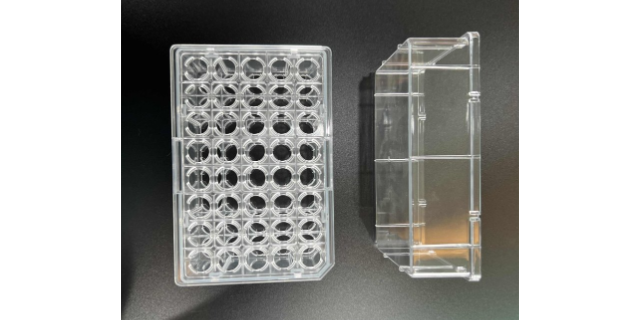
车灯注塑模具在汽车制造过程中扮演着非常重要的角色。汽车车灯是汽车的重要组成部分,主要起到照明、信号传递和装饰车辆的作用。而车灯注塑模具则是制造车灯零件的必要工具。车灯注塑模具是一种精密的模具,通过注塑成型工艺将塑料原料注入到模具型腔中,形成车灯需要的各种形状和尺寸的零件。模具的精度和表面质量直接影响到车灯零件的品质,因此对模具的设计和制造要求非常高。在汽车制造过程中,车灯注塑模具的主要作用是制造车灯的外壳、内部结构、配光镜等零件。这些零件不只需要具有足够的强度和耐久性,同时还要求具有很高的尺寸精度和表面质量。车灯注塑模具的设计和制造需要考虑到许多因素,如材料、注塑工艺、模具材料、冷却系统等。天津电子塑胶模具公司塑胶模具在汽车制造、电子产品、家具等领域的应用普遍,为各行各业的发展做出了重要贡献。
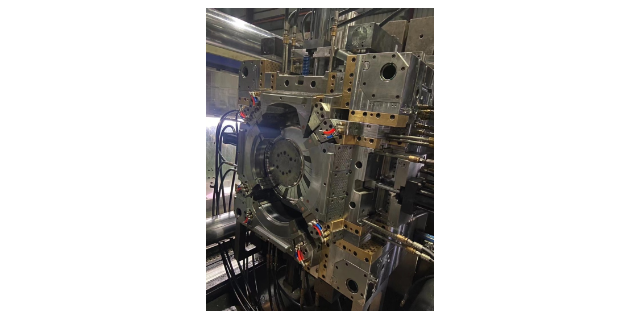
车灯注塑模具的冷却和加热过程是注塑成型的关键环节。冷却过程主要发生在注塑成型后,模具被加热到一定温度后,将塑料注入模具。然后,模具被冷却到适当温度以固定塑料制品的形状。一般来说,冷却时间约占整个成型周期的2/3。为了提高生产效率,通常会使用冷却水道或冷却介质来加快模具的冷却速度。在车灯注塑模具中,冷却管道通常被设计在模具的内部,通过在模具内部循环的冷却水来带走热量,使模具尽快冷却到可取出塑料制品的温度。加热过程主要发生在注塑成型前,模具被加热到适当的温度以提高塑料的流动性。加热通常通过电热元件或热介质来实现。在车灯注塑模具中,电热元件可以嵌入模具内部,通电后产生热量,将模具加热到适当的温度。同时,有些模具也会使用热介质(如蒸汽)进行加热。为了确保冷却和加热的均匀性,避免模具局部过热或过冷,影响塑料制品的质量和生产效率,通常会对模具进行分区控制。根据模具的大小和形状,可以分为多个区域,每个区域单独控制加热和冷却。同时,还会使用传感器实时监测模具的温度,以便进行精确的温度控制。
车灯注塑模具生产中出现的问题可能有多种,下面是一些可能的解决方法:1. 模具损坏:模具在使用过程中可能会损坏,这通常需要更换或修复模具。如果模具损坏严重,应立即停产以防止进一步损坏模具和生产不合格的产品。2. 塑料制品出现缺陷:如果塑料制品出现如气泡、缩水、溢料、颜色不均、翘曲等问题,需要检查模具的结构和调试参数。可能需要对模具进行修改或更换某些部件,如浇口、流道等。3. 生产效率低:如果生产效率低,需要检查模具的调试参数和生产工艺。可能需要调整注射速度、温度、压力等参数以提高生产效率。4. 模具温度不稳定:如果模具温度不稳定,会影响塑料制品的质量和生产效率。需要检查模具的加热和冷却系统,并确保其工作正常。5. 模具维护不当:如果模具维护不当,会导致模具故障和生产不合格的产品。需要定期对模具进行保养和维护,包括清洗、润滑等。建筑注塑模具的技术水平和创新能力是衡量一个企业竞争力的重要指标。

电子吸塑模具的存储需要进行定期检查。这是因为电子吸塑模具是一种高精度的设备,其性能和精度会受到环境因素的影响,例如湿度、温度、尘土等。定期检查电子吸塑模具可以确保其存储环境符合要求,避免因环境因素导致模具的损坏或精度下降。同时,定期检查也可以及时发现模具存在的问题,及时进行维修和调整,避免影响生产计划的顺利进行。此外,电子吸塑模具的定期检查也是企业进行设备维护和资产管理的重要一环。通过定期检查,可以了解模具的使用状况和性能状况,为企业的决策提供依据,避免因模具问题导致生产事故和安全隐患。现代电子吸塑模具采用先进的CAD/CAM技术,可以实现高效率、准确度的制造。厦门塑料模具企业
塑胶模具的应用促进了创新设计和产品的不断改进。天津电子塑胶模具公司
车灯注塑模具的注塑工艺参数主要包括以下几个方面:1. 注射量:注射量是指注塑模具在单位时间内注入塑料的重量或体积。对于车灯模具,注射量的大小取决于车灯的大小和形状,以及使用的塑料材料的密度。注射量应该根据模具的容量和生产效率进行适当调整。2. 注射压力:注射压力是指在注塑过程中,注塑机对塑料施加的压力。注射压力的大小会影响塑料在模具内的填充程度和塑料的密度。一般来说,车灯模具需要使用较高的注射压力,以确保塑料在模具内充分填充。3. 模具温度:模具温度是指注塑模具在注塑过程中的温度。模具温度会影响塑料的流动性和模具的开启速度。如果模具温度过低,塑料流动性差,可能会导致充填不足或者产生缺陷。如果模具温度过高,可能会导致塑料过快流动,形成湍流,影响充填质量。4. 模具开启速度:模具开启速度是指注塑过程中模具的开启速度。模具开启速度会影响塑料在模具内的压力和充填程度。对于车灯模具来说,应该根据车灯的大小和形状以及塑料的流动性来调整模具开启速度。5. 保压时间:保压时间是指在塑料填充完毕后,注塑机对塑料继续施加压力,以防止塑料回流的时间。保压时间的长短会影响塑料的密度和充填程度。天津电子塑胶模具公司

人才是塑胶模具制造行业发展的中心驱动力,培养高素质的专业人才是行业持续发展的关键。行业需要既精通模具设计与制造技术,又具备创新能力、实践经验和良好团队协作精神的复合型人才。企业应加强与高校、职业院校的产学研合作,建立人才培养基地,开展订单式培养、实习实训等活动,为企业定向输送专业对口的人才。同时,企业内部要高度重视员工的培训与发展,制定系统的培训计划,定期组织技术培训、技能竞赛、学术交流等活动,提升员工的技术水平、业务能力和创新意识。鼓励员工参与技术创新和工艺改进项目,对有突出贡献的员工给予表彰和奖励,营造良好的人才成长环境。通过完善的人才培养机制,打造一支结构合理、素质优良的模具制造人才队伍...
- 郑州双色塑胶模具 2025-12-12
- 家用电器外壳注塑模具价钱 2025-12-12
- 大连塑料模具订做厂家 2025-12-11
- 深圳充电器外壳塑料模具 2025-12-11
- 武汉塑胶模具供货商 2025-12-11
- 青岛壳料塑胶模具价格 2025-12-10
- 唐山灯具模具 2025-12-10
- 重庆家用电器外壳塑胶模具加工 2025-12-10
- 重庆医疗塑胶模具厂家 2025-12-09
- 苏州灯具塑胶模具定制 2025-12-09


- 北京专业塑胶模具厂家 2025-12-07
- 烟台塑胶模具定制厂家 2025-12-07
- 重庆壳料塑胶模具生产商 2025-12-06
- 专业注塑模具多少钱 2025-12-06
- 家用电器外壳塑料模具定做厂家 2025-12-05
- 北京家用电器外壳塑胶模具供应商 2025-12-05




- 福建智能终端外壳定制 01-07
- 四川新能源注塑模具批发价 01-06
- 新能源注塑模具公司 01-06
- 江西宠物用品注塑模具 01-06
- 河南小家电注塑模具工厂 01-05
- 浙江医疗器械外壳公司 01-05
- 山西充电器外壳公司 01-05
- 广东LED塑料模具定制厂家 01-04
- 广东汽车配件塑料模具价钱 01-04
- 东莞汽车配件模具设计与制造 01-04