航空航天领域热障涂层:在飞机发动机涡轮叶片上,通过等离子喷涂一层陶瓷涂层,使叶片能在远超金属熔点的极高温下正常工作。轻合金防护:飞机的铝合金蒙皮或结构件,常进行微弧氧化、化学氧化或阳极氧化,以提高其耐腐蚀性,同时为后续涂装提供良好附着层。抗磨损与修复:起落架等承受巨大冲击和磨损的部件,采用超音速火焰喷涂碳化钨等硬质涂层,或利用电刷镀、热喷涂技术修复磨损尺寸。电子与半导体领域芯片制造:离子注入是芯片制造的工艺之一,将特定元素精确掺入硅片,改变其导电性能;物理/化学气相沉积用于沉积导电或绝缘薄膜。印制电路板:电路板上精密的铜线路,是通过电镀和化学镀在绝缘基板上构建出来的,同时还要覆盖阻焊膜(防焊层)进行保护。产品外壳:手机、电脑的金属外壳常采用阳极氧化做出各种颜色和手感;塑料外壳则通过真空镀(NCVM)实现亮丽金属光泽,同时不影响信号传输。那层金黄不是点缀,而是氮化钛写就的耐磨宣言。河南切刀氮化钛效延长刀具使用寿命
表面覆膜技术这类技术在模具表面覆盖一层与基体材料成分完全不同的薄膜,形成物理屏障-1-5。化学气相沉积(CVD) & PVD):沉积TiN、TiCN等硬质薄膜,硬度高、摩擦系数低,是提高精密、长寿命模具耐磨性的主流技术-5-6。电镀 / 化学镀:通过电化学或化学反应沉积金属镀层。例如镀硬铬可提高耐磨性,镀镍磷合金能提升耐腐蚀性和硬度-1-5。⚙️ 表面形变强化技术通过机械方式使模具表面层发生塑性变形,引入有益的残余压应力,从而提高其抗疲劳性能-1-10。喷丸强化:用高速弹丸撞击表面,形成压应力层,能抵抗疲劳裂纹,提升在交变载荷下的使用寿命-1-10。激光冲击强化:利用高能激光诱导的冲击波使表层产生塑性变形,强化效果更深安徽注塑模具氮化钛硬度高实施氮化钛表面处理,材料抗磨损和耐腐蚀能力增强,使用更安心。

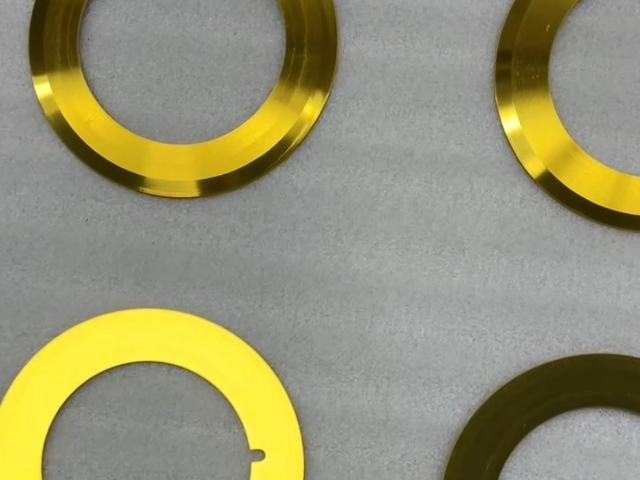
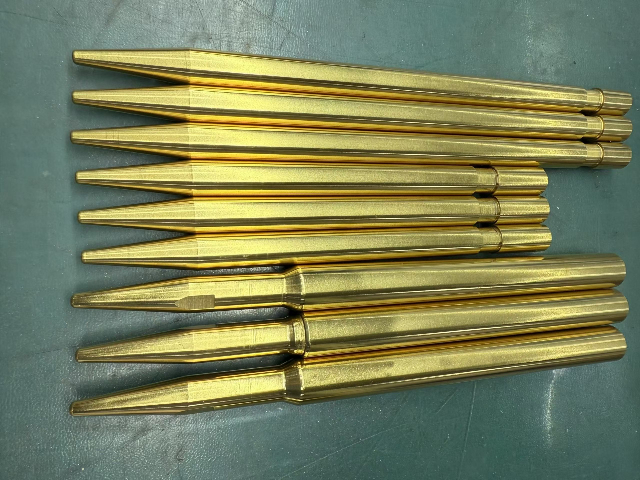
氮化钛(TiN)是一种非常常见的硬质薄膜涂层材料,在工业上通常通过物相沉积(PVD)或化学气相沉积(CVD)工艺实现。因其具有标志性的金黄色外观和优异的性能,也被称为“钛金”涂层。以下是关于氮化钛表面处理的信息,涵盖其特性、工艺、应用及替代方案:1.主要特性高硬度与耐磨性:硬度可达2000-3000HV(维氏硬度),远高于高速钢和硬质合金基材,能延长刀具、模具的使用寿命。低摩擦系数:摩擦系数约为0.4-0.6,具有良好的自润滑性,减少加工过程中的粘黏和积屑瘤。化学稳定性:耐高温(抗氧化温度约500-600℃),耐酸碱腐蚀,化学惰性好。装饰性:呈现出独特的金黄色,且色泽均匀,生物相容性良好(常用于医疗器械和人体植入物)。
涂层工艺:两大主流技术这是刀具表面处理中心,目前绝大多数高性能刀具都采用以下两种方法之一:(PVD)工作原理:在真空中,用物理方法(如溅射、蒸发)将涂层材料“打”成原子或离子,然后沉积在刀具表面-1-5。特点:低温(500℃以下),不影响高速钢刀具的硬度;薄膜(2-5μm),可保证复杂刀具(如丝锥、铣刀)的原有精度。常见涂层材料:TiN(黄金色)、TiCN(蓝灰色)、TiAlN(紫黑色)-1-5。适用刀具:高速钢刀具、整体硬质合金精密刀具(钻头、铣刀、铰刀)-1-2-5。化学气相沉积(CVD)工作原理:在高温下,让含有涂层元素的气体发生化学反应,生成的固态物质沉积在刀具表面-1-5。特点:高温(900-1100℃);厚膜(5-10μm);结合力极强,耐磨性好-1-2-6。常见涂层材料:TiC、Al₂O₃(氧化物)、多层复合涂层氮化钛覆膜,于微米之间,守护刀具的每一次切削。

电化学表面处理阳极氧化:主要用于铝和铝合金,通过电解作用在表面形成一层氧化膜,提高耐腐蚀性和耐磨性。电化学抛光:利用电化学原理使金属表面光亮化,提高表面质量。电泳:利用电场力使涂料粒子在工件表面沉积成膜,提高耐腐蚀性和装饰性。表面处理技术相沉积(PVD):在真空条件下,通过物理方法使材料蒸发并沉积在工件表面,形成薄膜。化学气相沉积(CVD):通过化学反应在工件表面沉积一层薄膜,提高耐腐蚀性和耐磨性。激光表面处理:包括激光清洗、激光淬火、激光合金化等,利用激光束对材料表面进行改性处理。氮化钛涂层,以极薄之姿,成就防护之实。河南切刀氮化钛效延长刀具使用寿命
氮化钛覆层,在微观世界构筑起抵御磨损的金色屏障。河南切刀氮化钛效延长刀具使用寿命
工艺优缺点PVD 工艺, 是目前主流的加工方式(如电弧离子镀、磁控溅射)。优点:沉积温度低(通常在 400-500℃),不会改变基材(如高速钢、硬质合金)的内部金相组织和力学性能,处理过程环保无有毒废水。缺点:属于“线对线”的视线工艺,对于深孔、内腔复杂的零件,内壁可能难以均匀镀覆;涂层厚度通常很薄(1-5 微米),虽然耐磨但无法承受剧烈的冲击碰撞。基材要求:TiN 涂层是“硬质涂层”,如果基材本身较软(如普通碳钢),涂层在重载下容易发生“蛋壳效应”(基材变形导致涂层崩落)。通常建议基材硬度至少达到 HRC 50 以上(如工具钢、模具钢、硬质合金)。前处理:涂层对工件表面清洁度要求极高。处理前的超声波清洗和表面光洁度(通常建议 Ra ≤ 0.4 μm)直接影响涂层的结合力。尺寸补偿:涂层厚度虽然只有几微米,但对于精密配合件(如轴承、螺纹),需要考虑涂层带来的尺寸增量。河南切刀氮化钛效延长刀具使用寿命
马鞍山德耐纳米科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在安徽省等地区的精细化学品中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马鞍山德耐纳米科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!