- 品牌
- HumiSeal,4A,东京测器
- 型号
- 齐全
目前,AlN陶瓷烧结气氛有3种:中性气氛、还原型气氛和弱还原型气氛。中性气氛采用常用的N2、还原性气氛采用CO,弱还原性气氛则使用H2。在还原气氛中,AlN陶瓷的烧结时间及保温时间不宜过长,且其烧结温度不能过高,以免AlN被还原。而在中性气氛中不会出现上述情况,因此一般选择在氮气中烧结,以此获得性能更高的AlN陶瓷。在氮化铝陶瓷基板烧结过程中,除了工艺和气氛影响着产品的性能外,烧结助剂的选择也尤为重要。AlN烧结助剂一般是碱金属氧化物和碱土金属氧化物,烧结助剂主要有两方面的作用:一方面形成低熔点物相,实现液相烧结,降低烧结温度,促进坯体致密化;另一方面,高热导率是AlN基板的重要性能,而实现AlN基板中由于存在氧杂质等各种缺陷,热导率低于及理论值,加入烧结助剂可以与氧反应,使晶格完整化,进而提高热导率。选择多元复合烧结助剂,往往能获得比单一烧结助剂更好的烧结效果找到合适的低温烧结助剂,实现AlN低温烧结,就可以减少能耗、降低成本,便于进行连续生产。 良好的粘结剂可起到形状维持的作用,且有效减少坯体变形和脱脂缺陷的产生。上海导热氮化铝粉体厂家直销
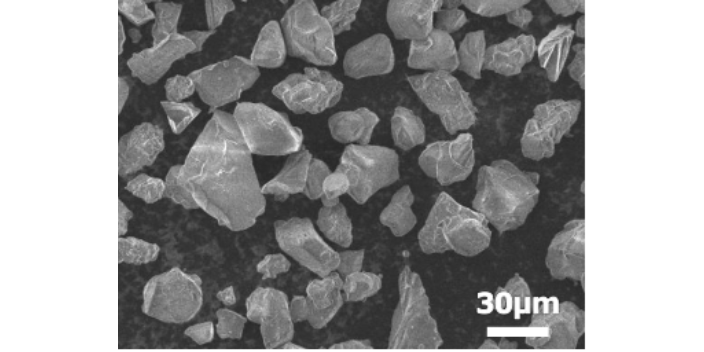
颗粒形状的影响:相较于颗粒尺寸对氮化铝陶瓷的影响,颗粒的形貌对其的影响主要集中在粉体的流动性以及填充率的增加上。工业上一般认为氮化铝粉体呈球形为合理的选择。球形粉体比其他形状如棒状,双头六角形状流动性更好,且填充率也会相对高一些。特别是对于把氮化铝作为填料的工业领域,流动性差意味着难以均匀混合,势必会对产品的性能造成一定的负面影响。氮化铝粉体填充率越高,其热膨胀系数就越小,热导率越高。相较于其它形状来说,球形粉体制成的封装材料应力集中小、强度高。而且球形粉体摩擦系数小,对模具的磨损小,可延长模具的使用寿命,提高经济效益。大连超细氮化铝粉体供应商粘结剂是氮化铝陶瓷粉末的载体,决定了喂料注射成形的流变性能和注射性能。

提高氮化铝陶瓷热导率的途径:选择合适的烧结工艺,致密度对氮化铝陶瓷的热导率有重要影响,致密度较低的氮化铝陶瓷很难有较高的热导率,因此必须选择合适的烧结工艺实现氮化铝陶瓷的致密化。常压烧结:常压烧结的烧结温度通常为1600℃至2000℃,当添加了Y2O3烧结助剂后,氮化铝粉会产生液相烧结,烧结温度一般在1700℃至1900℃,特别是1800℃很常用,保温时间为2h。烧结温度还要受到氮化铝粉粒度、添加剂含量及种类等的影响。热压温度相对能低一些,一般是在1500℃至1700℃,保温时间为0.5h,施加的压力为20MPa左右。在1500℃至1800℃范围内,提高氮化铝烧结温度通常会明显提高氮化铝烧结体的导热率和致密度,特别是在常压烧结时,这种影响更为明显。
氮化铝陶瓷基片制造并非易事:氮化铝的很大特点是热膨胀系数(CTE)与半导体硅(Si)相当,且热导率高,理论上氮化铝热导率可达到320W/(m·K),但成本很高。由于制备氮化铝陶瓷的重点原料氮化铝粉体制备工艺复杂、能耗高、周期长、价格昂贵,国内的氮化铝粉体很大程度上依赖进口。原料的批次稳定性、成本也成为国内氮化铝陶瓷基片材料制造的瓶颈。氮化铝基板生产呈地区集中状态,美国、日本、德国等国家和地区是全球很主要的电子元件生产和研发中心,在氮化铝陶瓷基片的研究已远早于国内。日本已有较多企业研发和生产氮化铝陶瓷基片,目前是全球很大的氮化铝陶瓷基片生产国。利用氮化铝陶瓷能耐铁、铝等金属和合金的溶蚀性能,可用作Al、Cu等金属熔炼的坩埚和浇铸模具材料。

高导热氮化铝基片的烧结工艺重点包括烧结方式、烧结助剂的添加、烧结气氛的控制等。放电等离子烧结是20世纪90年代发展并成熟的一种烧结技术,它利用脉冲大电流直接施加于模具和样品上,产生体加热使被烧结样品快速升温;同时,脉冲电流引起颗粒间的放电效应,可净化颗粒表面,实现快速烧结,有效地抑制颗粒长大。使用SPS技术能够在较低温度下进行烧结,且升温速度快,烧结时间短。微波烧结是利用特殊频段的电磁波与介质的相互耦合产生介电损耗,使坯体整体加热的烧结方法。微波同时提高了粉末颗粒活性,加速物质的传递。微波烧结也是一种快速烧结法,同样可保证样品安全卫生无污染。虽然机理与放电等离子体烧结有所不同,但是两者都能实现整体加热,才能极大地缩短烧结周期,所得陶瓷晶体细小均匀。氮化铝薄膜可制成高频压电元件、超大规模集成电路基片等。丽水陶瓷氮化铝哪家好
结晶氮化铝溶于水、无水乙醇、,微溶于盐酸,其水溶液呈酸性。上海导热氮化铝粉体厂家直销
喂料体系的流变性能对注射成形起着至关重要的作用,优良的喂料体系应该具备低粘度、度和良好的温度稳定性。在成型工艺工程中,既要使喂料具有良好的流动性,能完好地填充模具,同时也应有合适的粘度,避免两相分离,温度过高则容易引起粘结剂的分解,分解出的气体易造成坯体内部气孔;温度过低则粘度过高,喂料流动性差,造成充模不完全。注射压力也对生坯质量有较大影响,压力过低则不能完全排空模具型腔内的气体,造成注射不饱满,压力过高则造成生坯应力较大,不易脱模以及脱模后应力的释放造成坯体的变形及开裂。注射速度也对坯体质量有较大影响,较低则喂料填充模具过慢,填充过程中冷却后流动性降低,不能完整填充模具,注射速度过高则容易造成喷射及两相分离,造成零件表面流纹痕。综上所述,应综合考虑并选择适合的注射参数,制备出完好的氮化铝陶瓷生坯。上海导热氮化铝粉体厂家直销
- 台州微米氮化铝品牌 2024-05-24
- 舟山绝缘氮化硼生产商 2024-05-24
- 宁波单晶氮化铝粉体供应商 2024-05-24
- 宁波球形氧化铝生产商 2024-05-24
- 成都高导热氮化铝粉体销售公司 2024-05-15
- 金华球形氮化硼多少钱 2024-05-07
- 绍兴微米氧化铝品牌 2024-03-30
- 天津纳米氮化铝粉体厂家 2024-03-30
- 深圳高导热氮化铝粉体厂家直销 2023-11-12
- 舟山超细氧化铝哪家好 2023-11-12
- 嘉兴单晶氮化铝粉体 2023-11-12
- 衢州绝缘氮化铝厂家直销 2023-11-12