贴片螺母是电子装配领域常用的紧固元件,依托表面贴装技术(SMT)实现与电路板的连接。其安装流程精密:先由贴片机将螺母精细贴合在电路板预设焊盘,再经回流焊固定——当温度升至183℃以上,焊盘上的锡膏熔化,冷却后形成稳固焊点。这类螺母多采用黄铜材质,表面常镀锡以增强导电性与耐腐蚀性,体积小巧、重量轻的特性适配现代电子设备小型化需求。凭借SMT技术的优势,其安装效率高、精度佳,能保障电子元件连接的稳定性,广泛应用于消费电子、通讯设备等领域,为电子设备的可靠运行提供关键紧固支持。压铆螺母无需预先钻孔攻丝,通过压力铆接固定,适配薄板连接件,提升装配效率与连接稳定性。浙江压花螺母定制加工

贴片螺母在结构设计上着重强调安装与拆卸的便捷性,为电子设备的生产组装和后期维修提供了极大便利。其适配自动化贴装设备,在生产线上可通过机械臂快速定位并固定,无需复杂的人工对位,大幅提升批量生产效率。而在维修环节,借助常规工具即可轻松旋松或取下,便于快速拆分设备、更换故障元件,省去传统紧固件拆卸时的繁琐步骤。这种 “易装易拆” 的特性,既满足了电子制造业高效量产的需求,又降低了设备维护的操作难度与时间成本,让生产流程更顺畅、维修过程更高效,成为平衡生产效率与可维护性的实用设计,***适配各类电子设备的全生命周期操作。浙江压花螺母定制加工不同类型的螺母满足了建筑施工中不同场景的需求,为建筑的质量与美观奠定基础。
其次是耐高温特性,SMT 贴片螺母需经历回流焊工艺,该工艺中 PCB 板会进入高温炉,温度比较高可达 260℃,且需保持 10-20 秒的瞬时高温,若螺母耐高温性能不足,会出现变形、融化或表面涂层脱落等问题,影响焊接质量与后续使用。因此,SMT 贴片螺母在材质选择与生产工艺上进行了特殊优化:材质多选用耐高温的铜合金或不锈钢,这些材质的熔点远高于 260℃,能在高温环境下保持结构稳定;表面涂层(如高温焊锡膏)也经过耐高温测试,确保在回流焊过程中能正常融化并与 PCB 板焊盘结合,冷却后形成牢固的焊接点。同时,为验证耐高温性能,每批 SMT 贴片螺母都会抽取样品进行模拟回流焊测试,检测其在高温后的尺寸变化、焊接强度等指标,只有达标产品才能出厂,确保其能完美适配电子元件的自动化焊接流程,为电子设备的质量提供保障。
PCB 螺母在材料选择上注重轻量化,旨在降低对设备整体重量的影响,贴片螺母作为其重要类型,同样严格遵循这一设计原则。在电子设备向轻薄化发展的趋势下,PCB 板对附加组件的重量极为敏感。贴片螺母多采用轻质合金或**度工程塑料等材料制造,在保证足够机械强度的前提下,大幅减轻自身重量。这种轻量化特性,能有效控制智能手机、笔记本电脑等便携设备的总重,避免因紧固件过重影响产品的便携性。同时,轻量化材料不会增加 PCB 板的负荷,减少了长期使用中因重力导致的板体变形风险,既满足了设备轻量化需求,又保障了连接结构的稳定性,成为适配现代电子设备设计理念的理想紧固件。六角螺母与垫圈配合使用时,需确保垫圈尺寸与螺母匹配,避免因受力不均导致连接失效。

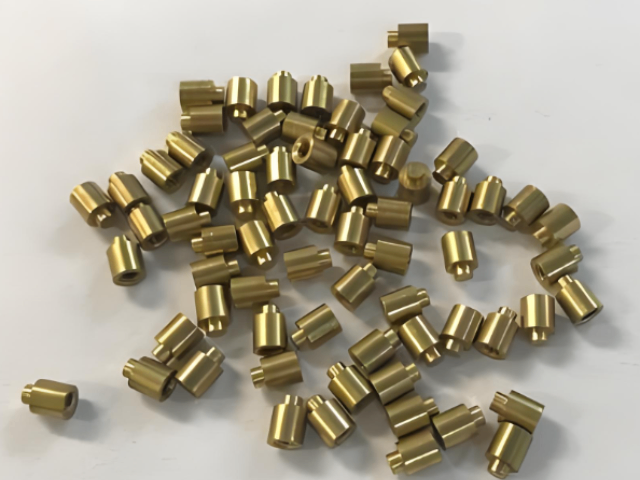
滚花加工(关键工艺)目的:在螺母外表面加工出滚花(直纹、网纹或其他花纹),增强与基体材料(如塑胶、混凝土)的结合力。设备:滚花机或车床配备滚花刀具。工艺要点:滚花深度、间距需根据应用场景设计(如塑胶埋置通常要求滚花深度 0.1~0.3mm)。确保滚花纹路均匀、无毛刺,避免损伤螺纹。 螺纹加工攻牙(内螺纹加工):使用丝锥在螺母内孔中攻制标准螺纹(如 M3、M4、M6 等),或定制特殊牙型(如细牙、自攻牙)。加工时需使用切削液冷却润滑,防止丝锥磨损和螺纹损伤。精度控制:螺纹公差需符合 ISO 4762、GB/T 9074 等标准,确保与螺栓配合良好。SMT 贴片螺母需符合 ROHS 环保标准,其耐高温特性可承受回流焊 260℃的瞬时高温。上海螺母定制
细牙螺母安装时需控制拧紧力矩,避免因螺纹牙型细导致滑丝,常用于仪器仪表的精密连接。浙江压花螺母定制加工
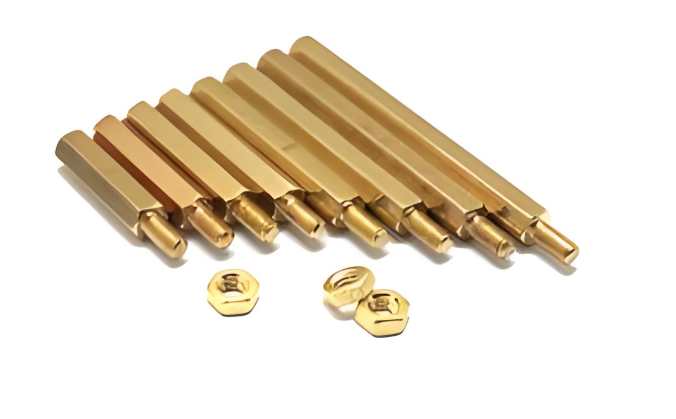
这款贴片螺母在尺寸设计上兼顾空间适配与安装稳定性,其本体顶端到定位面的距离不超过电路板厚度,能避免螺母凸起过高导致的空间占用问题,适配电路板紧凑的堆叠布局,尤其适合薄型电子设备的装配需求。同时,定位面宽度设定在 0.5-1 毫米区间,既保证了与电路板表面的贴合面积,确保焊接或固定时的稳定性,又不会因过宽占用过多板上空间,避免影响周边元件的布局。这种精细的尺寸控制让螺母在有限空间内实现高效固定,既满足了安装强度要求,又与电路板的厚度、元件密度形成良好适配,为电子设备的紧凑化设计提供了可靠的尺寸解决方案。浙江压花螺母定制加工
贴片螺母是电子装配领域常用的紧固元件,依托表面贴装技术(SMT)实现与电路板的连接。其安装流程精密:...
【详情】贴片螺母是电子装配领域常用的紧固元件,依托表面贴装技术(SMT)实现与电路板的连接。其安装流程精密:...
【详情】六角螺母凭借六边形结构,安装时受力均匀,用于机械、建筑等领域的紧固场景。在建筑领域,六角螺母则与螺栓...
【详情】