一些排针的塑胶零件结构设计需要注意尽量减少不必要的滑块使用,具体的可以咨询塑模工程师评估结构的合理性。对于塑胶件两边因尺寸限制而经常出现的薄壁(0.3mm 以下)现象要想办法加厚,否则容易出现不饱模或强度太低而在注塑和包装、周转中损坏。还有一点排针连接器的塑胶尺寸,塑胶尺寸怎么标注和公差值大小到底多少合适,不是设计者或标注尺寸的人说了算的,而是使用在产品上有哪些要求(功能、制程要求、制程能力)去决定的。排针的塑胶尺寸对成品来说,一般通常是对客户使用在哪种产品上的尺寸,如插针与接触点的连接高度、插卡处高度、共面度,或一些客户的产品有特殊要求。如何提高排针排母的电气性能?山东贴片排针排母厂
随着着排针连接器市场前景的更为强烈,快速有效的掌握市场销售发展趋向情况变为企业及管理者获得成功的关键。市场分析是一个科学合理系统的工作上,马上伤害着公司发展战略的总体规划、商品营销推广方案的方案设计、公司投资项目指导方针的执行以及之后发展前途的确立。市场分析并并不是单纯从某一个层面对市场销售进行评价,要收获有实际实用价值、具有实际意义的結果,就尽量从专业的角度对市场销售进行多方位细心的分析。如此,才可以每时每刻保持清晰的发展趋向设计构思,不因复杂的信息而迷失方向,在日益强烈的领域市场竞争中站住脚。山东贴片排针排母厂单排针的功能是在电源电路内被阻隔处或单独堵塞的线路中间,具有纽带的作用。
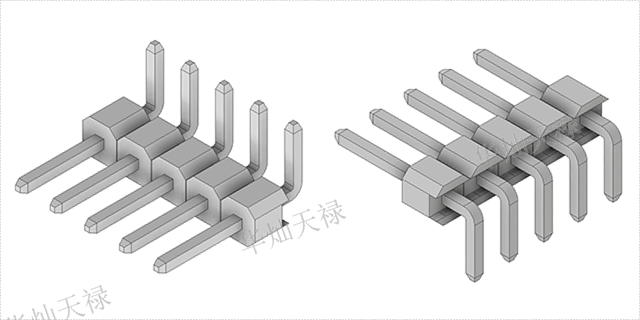
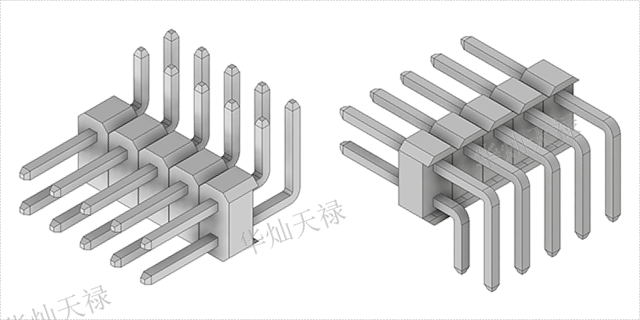
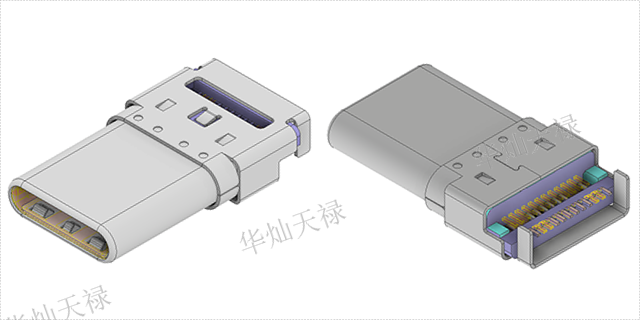
排针连接器设计塑胶的作用是固定插件,并在两根插件之间保持绝缘。由于一些塑胶原料填充性能的限制,所以连接器的塑胶壁厚需要设计在0.2mm以下时,填充就会比较困难,如果在生产该厚度的面积越大时,就越容易发生不饱模现象。排针连接器绝缘阻抗和耐电压性能主要处决于插针之间的塑胶材料的厚度,在插针之间如果出现不饱模情况,插针就很有可能会出现产品断路的情况,这就属于产品的严重质量问题。所以在排针连接器插针之间的塑胶壁厚尽量设计在0.25mm以上,并尽量减小薄壁段的长度。
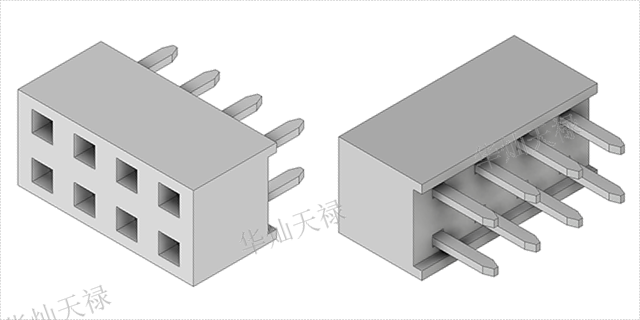
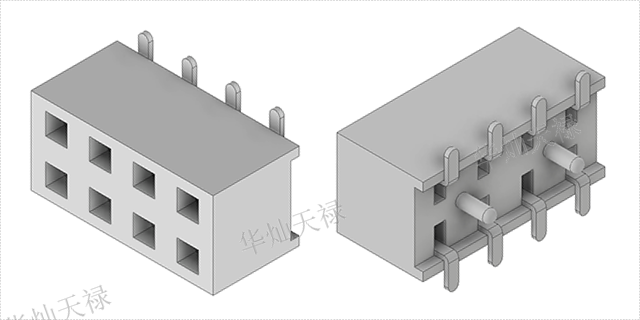
排母连接器的发展应该向着小型化发展,由于我国目前很多的产品都需要面对小型、轻便的发展,所以对排名的要求也就更高更精密了。小型化发展是指排母连接器中心的间距更小高密度是实现大芯数化。高密度PCB(印制电路板)连接器有效接触件总数达600芯,器件多可达5000芯。高速传输是指现代计算机、信息技术及网络化技术要求信号传输的时标速率达兆赫频段,脉冲时间达到亚毫秒,因此要求有高速传输连接器。经过调查分析,目前我国的排针排母市场经济的运行环境并不理想,面临着很多的机遇与威胁,要想将排名发展起来必须明确市场对排名的要求而做出相应的调整,还要洞悉行业竞争格局做出正确的投资竞争方法。排母和排针都属于连接器范畴。
在选择排针排母连接器时,要考虑产品的电性要求。产品有怎样的电压与电流要求,连接器是否用能很好地应用于这样的电性中,这些关于电性要求的问题是需要我们去考虑的。此外,我们也需要考虑其它的一些电性条件:电阻,允许的电阻变化量,毫伏降,大电流值,大电压值,涌入电流值,特性阻抗,VSWR(电压驻波比),插拔损耗与EMI遮蔽效率。温度、湿度以及其它环境条件是由连接器所处的位置决定的,因而应考虑该位置及预期的环境。而其它相关贮存条件的适用期以及信息是什么。对环境的阐述中也应当涵盖有对冲击与振动的要求,包括出自于海运方面的要求,以及生产环境条件例如焊接温度与焊接周期持续时间的要求。排针排母市场需求一直保持着高速增长的局面。山东贴片排针排母厂
跟着电子科技职业的快速发展,排针排母也跟跟着有了很大程度的开展。山东贴片排针排母厂
母排折弯时应符合下列规定:母排开始弯曲处距绝缘子的母排支持夹板边缘不应大于0.25L,但不得小于50mm。分支母线开始弯曲处距主母线连接位置不应小于30mm;矩形母排应减少直角弯曲,弯曲处不得有裂纹及明显的折皱,母排的小弯曲半径应符合表2的规定。在液压机上的压花模具进行压花,母排压花面应均匀清晰。母排采用螺栓固定搭接时,连接处距绝缘子的支持夹板边缘不应小于50mm;上片母排端头与下片母排平弯开始处的距离不应小于30mm。母排扭转90°时,其扭转部分的长度应为母排宽度地2.5倍~5倍。母排的接触面加工必须平整、无氧化膜。经加工后其截面减少值;铜母排不应超过原截面的3%;铝母排不应超过原截面的5%。山东贴片排针排母厂