- 品牌
- 远藤照明,欧普照明
- 型号
- 远藤照明,欧普照明
- 开关数
- 灯具外壳
- 启动方式
- 灯具外壳
铝压铸灯具外壳可与散热硅胶垫配合使用,进一步增强光源与外壳的导热效果,提升散热效率。虽然铝压铸外壳本身导热性优异,但光源的散热基板与外壳之间可能存在微小缝隙(如因加工精度误差、安装压力不均导致),这些缝隙会形成空气层,而空气的导热系数极低(约 0.023W/(m・K)),会阻碍热量传递,降低散热效率。散热硅胶垫的导热系数约 1.5-5W/(m・K),能填充这些缝隙,排除空气,使光源基板与外壳紧密接触,形成高效导热通道。使用时,将散热硅胶垫裁剪成与光源基板尺寸一致的形状,放置在基板与外壳之间,安装时通过螺丝固定,硅胶垫受压力变形,完全填充缝隙。例如,一款 200W 的 LED 投光灯,依靠铝压铸外壳散热时,工作 1 小时芯片温度为 72℃;配合使用导热系数 3W/(m・K) 的硅胶垫后,芯片温度降至 60℃,散热效率提升 16%。尤其对于高功率灯具或密封式灯具(如防水投光灯),内部热量不易散发,散热硅胶垫的作用更为明显,能有效避免因热量堆积导致的光源光衰、驱动老化。同时,散热硅胶垫还具有绝缘性,能防止光源基板与金属外壳之间发生短路,提升灯具使用安全性。这种 “铝压铸外壳 + 散热硅胶垫” 的组合,是对灯具散热系统的优化升级,能适应更高功率、更复杂环境的照明需求。商场天花板的格栅灯采用铝压铸外壳,结构轻薄,可嵌入格栅内,与天花板形成统一整体。通讯器材灯具

相比传统冲压外壳,铝压铸灯具外壳的壁厚更均匀,可避免局部应力集中导致的破损问题。传统冲压工艺用金属板材冲压成型,边角、折弯处易因拉伸变薄,平面区域较厚,形成壁厚差异。当灯具受碰撞或温度变化时,薄处应力集中,比如厨房吸顶灯,长期受热胀冷缩影响,冲压外壳薄边可能开裂。而铝压铸工艺通过模具控制,合金液充满型腔后均匀冷却,壁厚误差可控制在 0.1-0.3 毫米内。均匀壁厚让应力分散,如工业车间的三防灯,即使受器械轻微碰撞,外壳也不易变形破损,延长灯具使用寿命,减少维修成本。上海汽车灯具客服电话景观灯的铝压铸外壳常与玻璃、亚克力等材质搭配,通过灯光透过不同材质的效果,营造出丰富的视觉层次。

教室用的护眼灯具采用铝压铸外壳,能快速散热,避免灯具表面温度过高,防止学生意外烫伤。教室是学生长时间学习的场所,灯具安装在天花板下方,距离学生座位较近,若灯具表面温度过高,学生在抬头整理头发、伸手够取高处物品时,容易意外触碰外壳导致烫伤,存在安全隐患。铝压铸外壳的高导热性正好解决了这一问题 —— 铝合金材质能快速将灯具内部光源产生的热量传导到外壳表面,再通过空气对流散发出去,使外壳表面温度始终控制在安全范围内。以教室常用的 600×600mm 嵌入式护眼灯为例,其功率约 36W,采用铝压铸外壳后,工作 2 小时外壳表面温度为 40℃左右,远低于塑料外壳的 65℃,即使学生不小心触碰,也不会造成烫伤。同时,快速散热还能确保护眼灯的光效稳定,避免因高温导致的光衰问题,让灯光始终保持柔和、均匀,符合护眼标准,减轻学生长时间用眼的疲劳感。此外,铝压铸外壳的结构稳定,不易变形,能长期保持良好的散热性能,无需担心因外壳老化导致散热效率下降、表面温度升高的问题。对于学校而言,选择铝压铸外壳的护眼灯具,既保障了学生的使用安全,又能提供稳定的护眼照明环境,是兼顾安全与功能的理想选择。
铝压铸灯具外壳的加工成本相对可控,批量生产时能降低单位产品成本,提升产品性价比。在灯具生产中,外壳成本是总成本的重要组成部分,控制外壳加工成本对提升产品性价比至关重要。铝压铸灯具外壳的加工成本具有明显优势 —— 首先,铝压铸工艺的生产效率高,批量生产时单个外壳的加工时间短,能减少人工成本和设备占用成本;其次,铝合金原材料价格相对稳定,且可回收利用,降低了原材料成本;再者,压铸模具虽然初期投入较高,但模具使用寿命长(可达数万次甚至数十万次),批量生产时模具成本会平摊到每个外壳上,单位模具成本大幅降低。例如,某灯具企业生产一款 LED 筒灯外壳,采用铝压铸工艺,初期模具投入 5 万元,若批量生产 10 万件,每件外壳的模具成本 0.5 元;加上原材料、加工费等,每件总成本约 8 元,而采用冲压工艺生产相同外壳,因生产效率低、需多道工序,每件总成本约 12 元。这种成本优势让企业能在保证产品质量的前提下,降低灯具售价,提升产品性价比,吸引更多消费者。对于消费者而言,选择铝压铸外壳的灯具,能以更实惠的价格获得耐用、高性能的产品,实现 “物美价廉” 的消费需求。铝压铸灯具外壳的材质环保,可回收再利用,符合现代灯具行业的绿色发展理念。
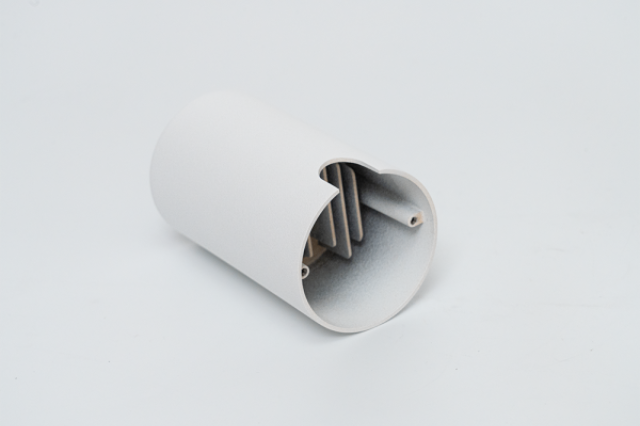
工矿灯的铝压铸外壳设计有大型散热鳍片,配合内部风扇,能满足高功率光源的散热需求。工矿灯主要用于工业厂房、矿山等大型空间,需要高功率光源(通常为 100W-500W)才能提供充足的照明,而高功率光源会产生大量热量,若散热不及时,会导致光源光衰加快、驱动电源损坏,影响灯具使用寿命。铝压铸工矿灯外壳通过 “大型散热鳍片 + 内部风扇” 的组合设计,构建了高效的散热系统 —— 首先,外壳表面铣削出大型散热鳍片,鳍片高度可达 20-30mm,间距 8-10mm,大幅增加了外壳与空气的接触面积,为散热提供基础;其次,外壳内部安装静音散热风扇,风扇通过强制对流,加速空气流动,将散热鳍片上的热量快速带走,形成 “被动散热 + 主动散热” 的双重散热效果。以一款 300W 的工矿灯为例,其铝铝压铸灯具外壳的抗冲击性强,即使受到轻微碰撞,也不易变形,适合安装在人流较多的公共场所。浙江汽车灯具要求
铝压铸灯具外壳的表面可做磨砂处理,避免灯光直射时产生眩光,提升视觉舒适度。通讯器材灯具
铝压铸灯具外壳的生产效率高,通过模具压铸可批量生产,满足大规模灯具制造的需求。在灯具行业,尤其是面向房地产、市政工程等领域的大规模订单,对灯具外壳的生产效率要求极高,需要在短时间内生产出大量规格统一的外壳。铝压铸工艺正好满足这一需求,其优势在于模具的一次性投入和后续的高效批量生产。首先,通过专业的模具设计和制造,打造出与外壳尺寸、造型完全匹配的压铸模具,模具一旦制成,即可重复使用,使用寿命可达数万次甚至数十万次。在生产过程中,只需将熔融的铝合金液注入模具,经过合模、加压、保压、开模等一系列自动化流程,即可在 1-2 分钟内完成一个外壳的成型,相比传统的手工铸造或冲压工艺,生产效率提升了 5-10 倍。例如,某灯具企业接到一个 10 万套 LED 筒灯的订单,采用铝压铸工艺生产外壳,用 2 条生产线,在 1 个月内就完成了全部外壳的生产,而若采用冲压工艺,至少需要 3 个月才能完成。通讯器材灯具


- 浙江灯具厂家 2025-11-24
- 上海灯具供应商 2025-11-24
- 上海医疗器械灯具供应商 2025-11-24
- 镁灯具按需定制 2025-11-24
- 江苏通讯器材灯具用途 2025-11-24
- 灯具市场 2025-11-24

