- 品牌
- 凯华物流科技
- 模具材质
- 塑料模具钢,非金属材料,冷作模具钢,铸铁,热作模具钢,铜合金,硬质合金,锌基合金,有色金属合金
- 模具类型
- 成形模,拉深模,热冲裁模,冷冲裁模,锤锻模,机锻模,压铸模,落料模,冷挤压模,冷镦模,热挤压模,冷弯曲模
- 模版放置形式
- 立式,卧式
- 模具用途
- 注塑,拉深,冲裁,弯曲,高温金属成形,镦锻,挤压,注射
- 模具设计软件
- UG,Pro/Engineer,AutoCAD,Solidworks
在模具生产过程中,我们注重环保和可持续发展。生产车间采用了先进的废气处理系统,对注塑过程中产生的挥发性有机化合物进行收集和处理,使其排放浓度远低于国家标准。对于生产过程中产生的废模具材料,我们会进行分类回收,与专业的回收企业合作进行再生利用,实现资源的循环利用。在能源消耗方面,车间的设备都采用了节能型电机和变频控制系统,降低了电能消耗。通过一系列环保措施,我们不仅为员工创造了良好的工作环境,也为社会的可持续发展贡献了自己的力量。模具配件标准化生产,互换性强,维护更换便捷。四川模具要求

模具的生产过程追溯系统实现了从原材料到成品的全程可追溯。系统为每一套模具分配***的追溯码,记录模具在生产过程中的所有信息,包括原材料的批次号、加工设备、操作人员、检验记录等。客户可以通过追溯码查询模具的生产信息和质量状况,确保产品的可追溯性。在出现质量问题时,能够快速定位问题产生的环节,采取相应的纠正措施,防止类似问题的再次发生。针对高射速注塑模具的设计,我们优化了模具的结构和冷却系统,以适应高速注射的要求。高射速注塑模具的注射速度通常超过 300mm/s,能够快速填充型腔,减少塑件的成型时间。在设计时,采用**度的模架和型腔材料,以承受高速注射带来的巨大压力;优化浇口设计,减少熔体流动阻力;采用高效的冷却系统,快速带走热量,防止塑件出现烧焦和变形。通过这些措施,能够稳定实现 500mm/s 以上的注射速度,满足薄壁、大型塑件的快速成型需求。模具量大从优热流道模具成型快,无浇口痕迹,提升塑件外观与效率。
模具的原材料筛选是保证质量的***道关卡。我们建立了严格的材料入库检验流程,每一批次的钢材都需要经过光谱分析仪检测,确保其化学成分符合标准。对于用于高精度模具的进口钢材,还会进行力学性能测试,包括抗拉强度、屈服强度和冲击韧性等指标的检测。只有全部指标达标,才能进入生产环节。这一过程虽然增加了成本,但从源头避免了因材料问题导致的模具早期失效,为客户提供了可靠的质量保障。在模具型腔的抛光工艺上,我们追求***的表面精度。对于光学镜片模具这类对表面质量要求极高的产品,采用钻石膏进行多道次抛光,**终表面粗糙度可控制在 Ra0.005 微米以下,达到镜面级效果。抛光过程中,每一道工序都需要使用不同粒度的磨料,从粗磨到精抛循序渐进,同时配合恒温环境,避免温度变化对抛光精度的影响。这种高精度的表面处理,能确保成型后的塑件具有完美的光学性能和外观质量。
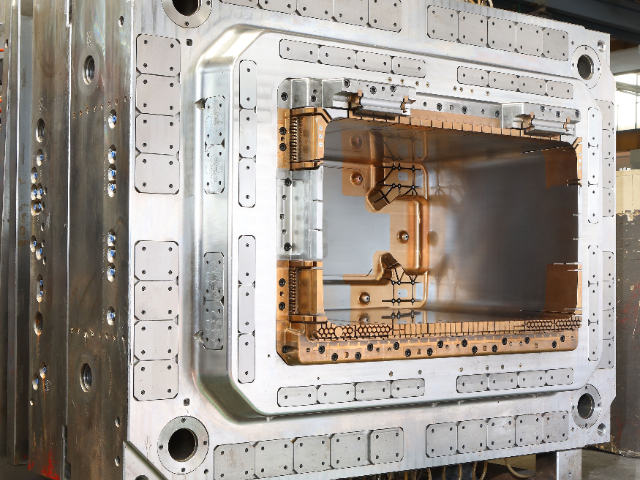
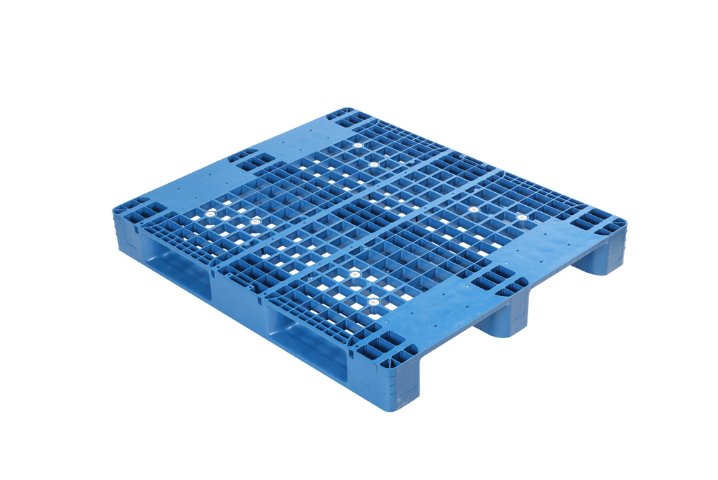
热作模具主要用于铝合金、锌合金等材料的压铸成型,工作环境恶劣,需承受高温、高压的反复作用。我们选用 H13 热作模具钢制造这类模具,该材料含有 Cr、Mo、V 等合金元素,具有优良的抗热疲劳性能和高温强度。模具型腔表面进行氮化处理,形成一层厚度为 0.15-0.2mm 的氮化层,硬度可达 HV900 以上,不仅能提高耐磨性,还能增强抗高温氧化能力。冷却系统设计采用螺旋式水道,与型腔表面的距离保持在 15-20mm,确保压铸过程中模具温度控制在 250-300℃的比较好范围,减少铸件的缩孔、缩松缺陷。包装容器模具型腔光洁,塑件表面无划痕、无瑕疵。
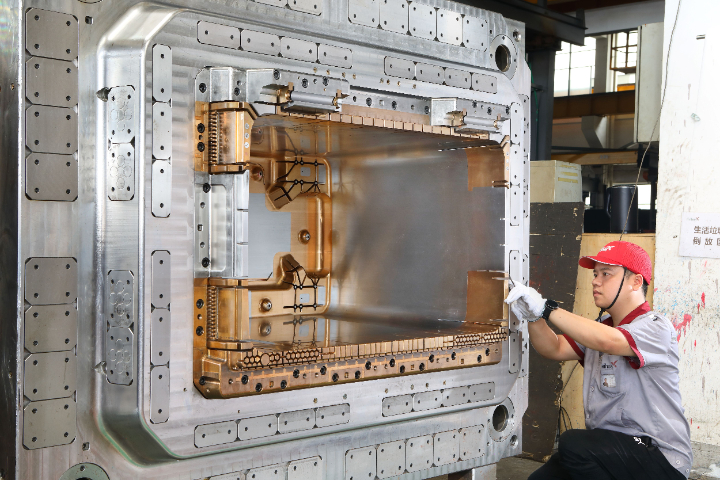
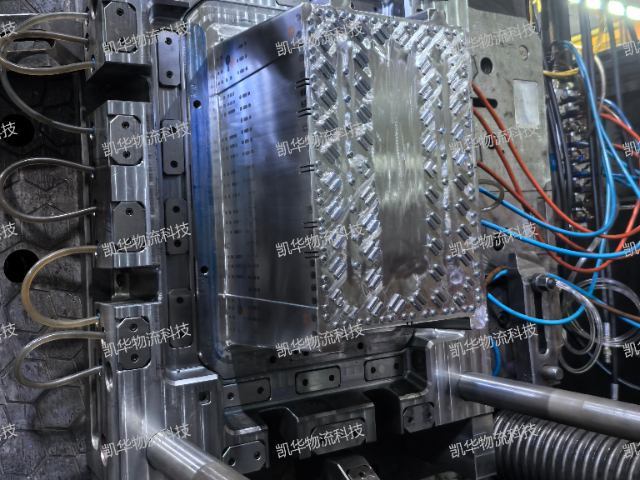
模具的试模过程是验证模具性能的重要环节,我们拥有完善的试模设备和专业的试模团队。试模前,会对模具进行***检查,包括导柱导套的配合、顶出机构的灵活性、冷却系统的通畅性等。试模时,根据塑件材料的特性选择合适的成型参数,对于 PP 材料,熔体温度设定为 200-220℃,模具温度设定为 40-60℃,注射压力为 80-100MPa。试模过程中,会对塑件进行尺寸测量、外观检查和性能测试,根据试模结果对模具进行调整,直到塑件完全符合客户要求。通常情况下,我们的模具试模一次合格率可达 95% 以上,**缩短了客户的产品开发周期。模具热平衡设计,避免局部过热导致的塑件缺陷。中国台湾模具型号
模具采用防呆设计,安装错误时无法合模,保障安全。四川模具要求
热流道模具在现代注塑生产中应用***,我们设计的热流道系统具有温度控制精细、换色清洗方便等特点。热流道板采用 P20 钢材加工,内部流道经过抛光处理,表面粗糙度达 Ra0.8μm,减少熔料流动阻力。加热元件采用不锈钢铠装加热棒,加热功率分布均匀,温度控制精度可达 ±1℃。为防止漏料,喷嘴与热流道板的配合处采用锥面密封,配合间隙为 0.01mm,同时在喷嘴头部设置逆止阀,避免熔料回流。热流道系统的接线采用防水插头,确保在潮湿环境下的使用安全。四川模具要求
浙江靖凯模塑科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的包装中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同浙江靖凯模塑科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
模具的试模过程是验证模具性能的重要环节,我们拥有完善的试模设备和专业的试模团队。试模前,会对模具进行***检查,包括导柱导套的配合、顶出机构的灵活性、冷却系统的通畅性等。试模时,根据塑件材料的特性选择合适的成型参数,对于 PP 材料,熔体温度设定为 200-220℃,模具温度设定为 40-60℃,注射压力为 80-100MPa。试模过程中,会对塑件进行尺寸测量、外观检查和性能测试,根据试模结果对模具进行调整,直到塑件完全符合客户要求。通常情况下,我们的模具试模一次合格率可达 95% 以上,**缩短了客户的产品开发周期。大型汽车模具采用整体铸造,刚性强,寿命超 50 万次。中国澳门模具管理在模具...