奶箱上面的提手(即奶箱提手),我们将它取下来,在生活中还有这些小妙用,淄博奶箱提手模具厂家带我们一起来看看吧: (1)做手机支架 我们准备一个奶箱提手,还有两边橡皮筋,香蕉橡皮筋控制在手机的上下两端,再将提手放在两根橡皮筋的中间,上一个手机支架就完成了,这个方法特别简单实用,手机再也不会东倒西歪了。 (2)座马桶翻盖器,平时我们在上厕所的时候都会用手直接拉起马桶盖,我们把提手粘在上面,就很好地解决了这个问题,非常的方便,而且很干净. (3)我们将它粘在没有把手的厨卫上面,厨卫门开启的时候是非常费劲的,将提手站在上面上就可以随时的开关了。 综上所述,就是淄博奶箱提手模具厂家介绍的几种奶箱提手的几种小妙招。深圳30腔奶箱提手模具

制作工艺品常常会用到一些模具,奶箱提手模具是常见的一种模具,在生产的时候,为了确保其质量,从而更好地制作出更精美的工艺品,需要做好冷却工作,其方法的选择如下: 1、冷却方法的选择应根据奶箱提手模具的具体情况和要求而定。截面尺寸大的模具可用150到200e的油来淬火冷却,停留一段时间出油空气冷却; 2、大多数中、小尺寸的奶箱提手模具可以采用250到300e的硝盐浴分级冷却; 3、精度要求高、形状不对称的模具可以采用540到600e的氯化盐和250到300e的硝盐浴2次分级冷却; 4、精度要求很高,需要严格控制变形的奶箱提手模具,可以采用2次分级冷却,并在硝盐浴中停留一段时间后随硝盐浴一起缓慢冷却,这样可以比较大限度地减小内应力,避免模具开裂或产生细小的裂纹,从而提高模具的使用寿命。 总之,生产奶箱提手模具的时候,冷却这一步很关键,而选择什么样的冷却方法,还要看看模具的形状,性质,精度要求,这样提高它自身的冷却效率深圳30腔奶箱提手模具

奶箱提手模具塑件上的孔主要由三种成型加工方法,即: (1)直接模塑出来; (2)模塑成盲孔再钻孔通; (3)塑件成型后再钻孔。 奶箱提手模具厂家介绍到常见的孔设计要求,模塑通孔要求孔径比(长度与孔径的比值)要小些。 常见孔的设计要求,奶箱提手模具厂家介绍如下: (1)当通孔孔径<1.5毫米,由于型芯易弯曲折断,不适于模塑成型。 (2)盲孔的深度:h<(3-5)d。 (3)d<1.5mm时,h<3d。 (4)紧固用的孔和其它受力的孔,应设凸台子予以加强。 (5)流动性中等,溢边料0.04mm左右(流动性比聚苯乙烯,同样地差,但比聚碳酸酯、聚氯乙烯好)。 (6)易产生熔接痕,奶箱提手模具设计时应注意尽量小浇注系统对斜流的阻力,奶箱提手模具设计时要注意浇注系统,选择好进料口位置、形式。摧出力过大或机械加工时塑件表面呈“白色”痕迹(但在热水中加热可消失)。 ABS在升温时粘度增高,塑料上的脱模斜度宜稍大,宜取1°以上。 在正常的成型条件下,奶箱提手模具壁厚、溶料温度及收缩率影响极小。
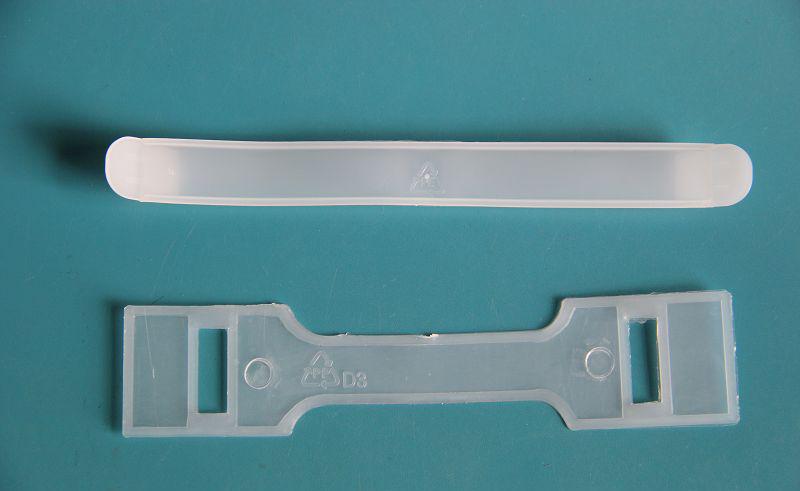
由于奶箱提手模具原材料和其它生产成本上涨的压力及其现有设备情况,研究人员提出了以下要求:旧料、填充比例占到百分之五十至六十,一模八腔,提手重量在9.5—10g。针对以上要求,分析奶箱提手模具设计的难点与解决的关键问题,是新旧料混合后,旧料及填充比例过大,成熔融状态后流动性太差,会造成塑性充填不足;型腔数目较多导致奶箱提手模具结构复杂,尤其是浇注系统的非平衡式分流道过长易造成熔接痕;塑件重量轻,易发生翘曲变形,尺寸不稳定,不符合质量要求,交货期短,设计和制造周期必须缩短。 若采用传统的设计手段生产出塑件,会造成型腔两端塑件填充不满的缺点。若增大注射压力,可能使型腔填满,但极易导致飞边和溢料。长时间在较大的注射压力下工作,奶箱提手模具寿命**降低,势必造成多次修模,导致奶箱提手模具质量难以预测。为了保证塑件和奶箱提手模具的质量,以UG作为奶箱提手模具设计的平台,利用其强大的CAD/CAM/CAE功能,实现了优化设计与提手塑件生产过程的组合,减少了模具设计制造周期,带来的经济效益。

如何确认奶箱提手模具的分模面?下面 奶箱提手模具麦宏工贸厂家给大家讲解一下有关如何确认奶箱提手模具的分模面的介绍如下,感兴趣的小伙伴一起来看看吧,正确找出分模线以后,利用分模线来生产分模面。 利用分模面来修剪毛坯工件,从而生成奶箱提手模具的型腔。由分模线生成分模面的方法有很多,即:延伸、边界面、扫描和延展曲面等。 需说明的是奶箱提手模具外壳上分布了两个矩形通孔,用来与奶箱内支撑板相连。通孔在分模前需要被修补,利用“边界修补”功能将提手实体造型中的两个矩形孔的底面补平,从而产生修补面。 如果不加以修补,系统将无法决定通孔是由型腔部分还是由型芯部分生成。修补好后,选择“边界面”功能来生成奶箱提手模具的分模面。深圳30腔奶箱提手模具
深圳30腔奶箱提手模具
我国[ "热流道模具", "奶箱提手热流道模具", "塑料提手热流道模具", "注塑模具" ]的发展离不开五金工具的发展,近几年五金工具行业越来越注重实质性的问题,质量是工程的保证,五金工具需要在注重质量的同时走向精细化。通过电子商务进行贸易不仅能节省大量减少人力、物力,降低交易成本和库存,更为中小五金制品生产型企业进入国际市场创造了一个自由平等的竞争环境和更为***的合作空间,给我国五金企业提供了新的发展机会。伴随着国内工业的高速发展和产业转型的脚步,精密测量仪器的市场需求日益增加。而用于生产**精密工具的[ "热流道模具", "奶箱提手热流道模具", "塑料提手热流道模具", "注塑模具" ]的精密程度也会随之提高,因此五金工具生产企业要开始将自身的生产往精密化发展。中国五金、工具业正处在一个提升核心竞争力的关键时期,行业主流企业都在加大技术设备的投入和改造,按照**的部署,坚持走低碳、环保、节能的健康发展之路,实现行业由量变到质变的转型提升。深圳30腔奶箱提手模具
淄博麦宏工贸有限公司致力于五金、工具,以科技创新实现***管理的追求。公司自2012-12-18 00:00:00成立以来,投身于[ "热流道模具", "奶箱提手热流道模具", "塑料提手热流道模具", "注塑模具" ],是五金、工具的主力军。依托效率源扎实的技术积累、完善的产品体系、深厚的行业基础,目前拥有员工数11~50人,年营业额达到100-200万元。麦宏工贸供应始终关注自身,在风云变化的时代,我们对自身的建设毫不懈怠,高度的专注与执着使我们在行业的从容而自信。