铸渗工艺是一种在铸造过程中实现表面合金化的方法,可使铸件在铸造过程中即可实现表面强化,具有工艺简单、成本低廉、硬化层深且耐磨性优良等特点;该工艺在高压下将金属液强行挤入由增强介质(氧化铝、碳化硅的粒子或纤维)制成的具有零件外形的预制件中,能获得近净形铸件。 [1] [4] [7]1989年,杨瑞林等...
浸渗加工基本参数
- 品牌
- 葆瑞翔
- 型号
- 齐全
浸渗加工企业商机
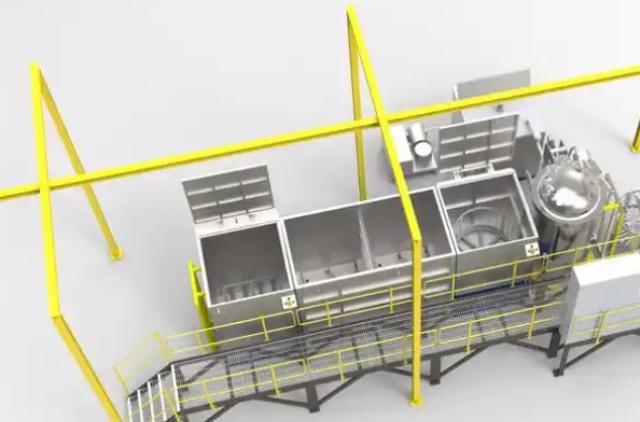
浸渗设备的工作原理基于液体渗透性质和材料的孔隙结构 [7]。目前**常用、***的是真空压力浸渗方法,其典型步骤包括将需要处理的零件放入密封的压力容器(浸渗罐)中并先抽真空以去除零件内部孔隙中的空气和水分,在真空或一定压力下将液态的浸渗剂引入罐中淹没零件,施加压力迫使浸渗剂渗入零件内部的每一个微小孔隙,释放压力并排出多余的浸渗剂并清洗零件表面残留物,***通过加热或暴露在空气中使渗入孔隙内的浸渗剂固化 [14]。常见的浸渗剂主要包括水玻璃、金属和树脂。水玻璃作为浸渗剂出现较早,其特点是价廉,但收缩较大,合格率低,现越来越多地被树脂代替。常见的浸渗剂包括水玻璃、金属和树脂等。惠山区定制浸渗加工性价比

检测装置:包含真空浸渗缸、清洗缸等标准化组件***代:硅酸钠基无机浸渗剂(水玻璃),耐温达550℃,但固化后收缩率高达60%第二代:不饱和聚酯树脂,需200℃高温固化,适用温度上限120℃第三代:甲基丙烯酸酯类(含单/多甲基丙烯酸酯),90℃固化后耐温范围-50-200℃,可回收率达95% [2]新型复合:2024年专利技术采用含0.5%石墨烯粉体的浸渗液,使金属表面维氏硬度提升18% [1]浸渗处理效果的检测通常依据一系列标准化的性能测试,以确保其密封的可靠性和耐久性。有机浸渗剂(如90C、HY-901)的典型性能检测项目包括耐热性(200℃×50小时)、耐介质性(耐热水、机油、LLC、润滑脂、汽油、灯油、氟利昂R22/R134A等)、环境适应性(冷热循环:-20℃至150℃循环50次)以及机械性能(震动试验)。常州国内浸渗加工推荐浸渗剂历经三代发展,目前主流为以甲基丙烯酸酯类为主的第三代有机浸渗剂 [4] [7] [9]。

浸渗处理是通过真空或加压方式将浸渗剂渗入多孔材料微孔内形成固化密封层的技术 [2]。该技术广泛应用于汽车动力系统铸件(如发动机缸体、变速箱壳体)、金属密封阀门等领域,可有效解决铸件微孔导致的漏气渗油问题 [3]。**技术包含密封剂配置、真空加压设备和标准化工艺流程,其中甲基丙烯酸酯类浸渗剂因低粘度、耐高温特性成为主流选择。现代工艺通过自动化设备实现16分钟处理周期,配合封闭式回收系统可减少80%浸渗液消耗。该技术发展历经三代,从水玻璃类无机浸渗剂发展到可回收环保型树脂,形成覆盖***装备、电子元件等多领域的标准化工业体系。真空/气压浸渗技术也被用于生产第四代高导热复合材料,如金刚石/铝、金刚石/铜材料,以满足AI算力、新能源汽车等领域对散热材料的更高需求。提拉式真空气压浸渗技术制备的金刚石/铝复合材料热导率可达550-750W/(m·k) [4]。
铸渗工艺,一种制造金属基复合材料的新工艺。在高压下将金属液强行挤入由增强介质(氧化铝、碳化硅的粒子或纤维)制成的具有零件外形的预制件中,能获得近净形铸件。组织致密,力学性能高,耐磨性、耐蚀性好,能承受高温,且硬化层深。 [1] [4]适用于制造工况严酷的零件,如航空涡轮机叶片、凸轮轴。但须严格控制工艺参数,防止预制件变形或挤滤不畅。*能制造形状不复杂的铸件,铸件壁厚受限制。同时该工艺也具有操作简单、成本低廉等特点。 [1] [4-5]用于飞机发动机叶片、机匣等精密铸件的密封和补强,确保飞行器在极端环境下的稳定运行。

铸件渗漏问题直接导致产品合格率降低、生产成本上升,并在产品使用中可能引发功能丧失或安全事故 [9] [14]。例如,日本R.S.T公司在采用浸渗技术前,铝铸件废品率高达16% [11]。铸件微孔渗漏影响产品密封性能,使产品质量难以保证 [14]。浸渗技术作为有效的补救措施,能降低铸件废品率,提高产品质量和可靠性 [11] [14]。日本R.S.T公司采用浸渗技术后,铝铸件废品率由16%降低到了3%。该技术的应用支持了汽车等行业的轻量化发展,并节省了因铸件报废重熔带来的能源消耗 [11] [14]。浸渗后的零部件在机加工时,微孔内的固化树脂能起到润滑作用,延长刀具寿命,降低机加工成本 [12]。真空压力浸渗工艺可使产品合格率达99%以上,对提高产品合格率、节约能源、降低成本有效益 [14]。浸渗技术在工业生产实践中具有一定应用价值 [11]结合现代计算机模拟技术和智能制造,浸渗加工的效率和精度将进一步提升。常州国内浸渗加工推荐
该技术通过将液体渗透到固体材料内部,从而改变其物理和化学性质,广泛应用于木材、纺织、陶瓷等行业。惠山区定制浸渗加工性价比
近年来,真空浸渗热水固化密封剂因操作简单、高可靠性(一次成功率98%以上)得到广泛应用 [12],新型浸渗剂密封上限已接近0.30mm [9]。铸件渗漏主要由缩孔、缩松、气孔、疏松和夹砂等铸造缺陷引起 [1-3] [7] [15]。结构复杂、技术要求高的中空铸件(如阀门铸钢件)尤其容易产生此类缺陷 [7] [15]。孔洞类缺陷(如分散的枝状收缩多孔结构)是导致渗漏的典型微观特征 [8]。这些缺陷在使用过程中,会因腐蚀及交变荷载作用产生应力集中,使缺陷扩大,从而导致或加剧渗漏 [6]。惠山区定制浸渗加工性价比
无锡葆瑞翔精密制造有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的五金、工具中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同 葆瑞翔供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与浸渗加工相关的文章
无锡国产浸渗加工经营
- 无锡国内浸渗加工贵吗 2026-06-05
- 宜兴比较好的浸渗加工费用 2026-06-05
- 新吴区靠谱的浸渗加工售价 2026-06-05
- 新吴区国产浸渗加工多少钱 2026-06-04
- 常州新款浸渗加工推荐 2026-06-04
- 江苏便宜的浸渗加工贵吗 2026-06-04
- 惠山区靠谱的浸渗加工性价比 2026-06-04
- 锡山区常见浸渗加工推荐 2026-06-04
- 宜兴新款浸渗加工批发 2026-06-04
- 滨湖区便宜的浸渗加工贵吗 2026-06-04
- 徐州特色浸渗加工专卖店 2026-06-04
- 新吴区标准浸渗加工专卖店 2026-06-04
与浸渗加工相关的产品

与浸渗加工相关的新闻
-
无锡耐用浸渗加工经营 2026-06-02 00:24:34热浸渗铝(稀土铝)钢合金层从表面到内部组织分别为非晶、纳米晶、Fe2Al5相、FeAl2相、FeAl相、Fe3Al相、AlFe3C0.5相,存在Al4C3相等特殊结构;研究了稀土镧(La)对热浸镀铝合金层生长动力学的影响,La可渗入合金层并增加非晶含量 [6]。研究了铬(Cr)元素对热浸渗铝钢渗层在...
-
苏州耐用浸渗加工多少钱 2026-06-02 15:12:26热浸渗铝钢具有良好的抗高温氧化性、耐蚀性和耐磨损等特性,因此在石油化工、冶金、电力等工业中得到广泛的应用。 [7]具体工程应用包括加热炉中的连接板、销钉等构件应用热浸渗铝技术。 [8]在市场应用上,热浸镀铝(又称铝热浸渗镀)在家具装饰、家用电器、汽车、电力、安全等行业有广泛应用。全球热浸镀铝行业规模...
-
江苏耐用浸渗加工费用 2026-06-02 13:12:52近代工业浸渗工艺的应用可追溯至上世纪三十年代的铸件堵漏工艺,当时采用水玻璃进行内循环填充 [9]。浸渗技术于1940年开始应用于**领域,如飞机铝合金铸件 [10]。上世纪五、六十年代,随着汽车工业发展,美国、前联邦德国、前苏联等推动了***代浸渗剂——硅酸钠型浸渗剂的研制和应用,工艺从局部发展到真...
-
惠山区特色浸渗加工多少钱 2026-06-02 01:13:20在生产过程中,相关项目需进行环境影响评价。例如,湿法含浸加工项目产生的废水,可经厂区污水处理站及中水回用装置处理后,回用于生产工序,实现废水不外排 [15]。含浸技术已形成一个专门的产业,主要围绕浸渗设备与浸渗剂的研发、生产、销售和服务 [1] [4]。行业深度调研报告显示,全球及中国含浸机市场在产...
与浸渗加工相关的问题
新闻资讯
产品推荐
-

梁溪区便宜的浸渗剂贵吗
2026-06-05 -
惠山区特色浸渗设备性价比
2026-06-05 -
徐州国产浸渗设备售价
2026-06-05 -

滨湖区比较好的浸渗设备售价
2026-06-05 -
宜兴比较好的浸渗加工费用
2026-06-05 -
新吴区靠谱的浸渗加工售价
2026-06-05 -

徐州新款浸渗剂批发
2026-06-05 -
梁溪区常见浸渗设备多少钱
2026-06-04 -

江阴国产浸渗剂价格表
2026-06-04