- 品牌
- 精诚得
- 型号
- 齐全
(3) 冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。(4) 冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。复合冲压本文所涉及的复合冲压, 并不是指落料、 拉伸、 冲孔等冲压工序的复合, 而是指冲压工艺同其他加工工艺的复合, 譬如说冲压与电磁成形的复合, 冲压与冷锻的结合, 冲压与机械加工复合等。汽车部件的剪切面光洁度需达到V7V8级,尺寸精度达IT6IT9级。昆山好的精密冲压件服务热线
1、噪音大。2、轴承座的结构比较复杂。3、成本较高。性能调心性能轴中心线相对轴承座孔中心线倾斜时,轴承仍能正常工作的能力。双列向心球面球轴承和双列向心球面滚子轴承具有良好的调心性能。滚子轴承和滚针轴承不允许内、外圈轴线有相对倾斜。各类冲压轴承允许的倾斜角不同,如单列向心球轴承为8′~16′,双列向心球面球轴承为2°~3°,圆锥滚子轴承≤2′。极限转速 在一定载荷和润滑条件下轴承所允许的最高转速。极限转速与轴承类型、 尺寸、精度、 游隙、保持架、负荷和冷却条件等有关。轴承工作转速应低于极限转速。 选用高精度轴承、 改善保持架结构和材料、采用油雾润滑、改善冷却条件等,都可以提高极限转速。昆山比较好的精密冲压件价格冲压工艺是一种利用模具对金属材料施加压力,使其发生塑性变形或断裂,从而获得所需形状和尺寸的加工方法。

冲压与电磁成形的复合工艺电磁成形是高速成形, 而高速成形不但可使铝合金成形范围得到扩展, 并且还可以使其成形性能得到提高。用复合冲压的方法成形铝合金覆盖件的具体方法是: 用一套凸凹模在铝合金覆盖件尖角处和难成形的轮廓处装上电磁线圈, 用电磁方法予以成形, 再用一对模具在压力机上成形覆盖件易成形的部分,然后将预成形件再用电磁线圈进行高速变形来完**终成形。 事实证明, 用这样复合成形方法可以获得用单一冲压方法难以得到的铝合金覆盖件。
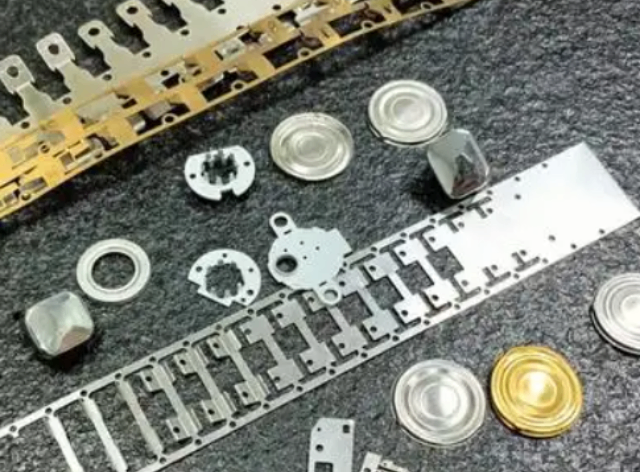
智能化冲压板料冲压从手工操作到半机械化、 机械化、 自动化操作, 均是冲压发展到每个阶段的标志, 而今板料冲压又进入到了智能化阶段, 因此, 可以说智能化冲压是板料冲压技术发展的必然趋势。板料成形智能化研究起源于 20 世纪 80 年代初的美国, 继后, 日本塑性加工界也开始板料智能化研究。该项技术研究之初的十余年间, 全部力量集中于弯曲回弹的成形控制, 直至 1990 年后该项技术的研究才扩展到筒形零件的拉深变形, 进而再扩展至汽车覆盖件成形、 级进模智能成形等。冲压件广泛应用于汽车、家电、电子、机械等行业。

日本东京大学利用一种 WFDG技术制作了微冲压加工的冲头与冲模, 利用该模具进行微细冲压, 可在 50μ m厚的聚酰胺塑料板上冲出宽为 40μ m的非圆截面微孔。在超薄壁金属筒形件拉深方面, 清华大学有了良好的开端。超薄壁拉深技术的关键是要有高精度的成形机。 他们在壁厚为 0.001mm~ 0.1mm的超薄壁金属圆筒成形中, 研制出一台有微机控制功能的精密成形试验机, 使冲头与凹模在加工过程中对中精度达到 1μ m, 有效地解决了超薄壁拉深中易出现起皱与断裂而不能正常操作的难题。利用该机对初始壁厚为 0.3mm 的黄铜和纯铝进行一系列变薄拉深加工, 加工出内径为 16mm, 壁厚为 0.015mm~0.08mm,长度为 30mm的一系列超薄壁金属圆筒。 经检测, 成形后的超薄壁筒壁厚差小于 2μ m, 表面粗糙度 Ra0.057μ m, 从而**地提升了应用该超薄壁圆筒仪器仪表的精度, 相应地也提升了安装该仪器仪表整机的性能主导材料,占比76.99%,以耐用性和成本效益成为。姑苏区好的精密冲压件配送
用于制造发动机零部件、高精度表盘、指针结构件等,满足轻量化与双重需求。昆山好的精密冲压件服务热线
***研究表明镁合金是一种比强度高、 刚度好、电磁界面防护性能强的金属, 其在电子、 汽车等行业中应用前景十分看好, 大有取代传统的铁合金、 铝合金、 甚至塑胶材料的趋势。 目前汽车上采用的镁合金制件有仪表底板、 座椅架、 发动机盖等, 镁合金管类件还广泛应用于飞机、导弹和宇宙飞船等前列工业领域。但镁合金的密排六方晶格结构决定了其在常温下无法冲压成形。现在人们研制了一种集加热与成形一起的模具来冲压成形镁合金产品。该产品成形过程为: 在冲床滑块下降过程中, 上模与下模夹紧对材料进行加热, 然后再以适当运动模式进行成形。昆山好的精密冲压件服务热线
昆山精诚得精密五金模具有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的五金、工具行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**精诚得供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

轴承润滑主要有脂润滑和油润滑。采用脂润滑不易泄漏、易于密封、使用时间长、维护简便且油膜强度高,但摩擦力矩比油润滑大,不宜用于高速。轴承中脂的装填量不应超过轴承空间的1/2~1/3,否则会由于搅拌润滑剂过多而使轴承过热。油润滑冷却效果好,但密封和供油装置较复杂。油的粘度一般为 0.12~0.2厘米/秒。负荷大,工作温度高时宜选用粘度高的油,转速高时选用粘度低的油。润滑方式有油浴润滑、滴油润滑、油雾润滑、喷油润滑和压力供油润滑等。油浴润滑时,油面应不高于**下方的冲压体中心。若按弹性流体动压润滑理论设计轴承和选择润滑剂粘度,则接触表面将被油膜隔开。这时,在稳定载荷作用下,轴承寿命可提高很多倍。材料...
- 江苏特色精密冲压件配送 2026-06-05
- 高新区特色精密冲压件配送 2026-06-05
- 太仓耐用精密冲压件更换 2026-06-05
- 工业园区耐用精密冲压件配送 2026-06-05
- 工业园区便宜的精密冲压件品牌 2026-06-05
- 常熟耐用精密冲压件设计 2026-06-05
- 常熟常规精密冲压件预算 2026-06-05
- 工业园区好的精密冲压件价格 2026-06-05
- 高新区耐用精密冲压件批发 2026-06-05
- 姑苏区耐用精密冲压件服务热线 2026-06-04
- 太仓制造精密冲压件推荐 2026-06-04
- 相城区制造精密冲压件配送 2026-06-04
- 吴中区新款精密冲压件批发 2026-06-04
- 昆山便宜的精密冲压件更换 2026-06-04
- 吴中区制造精密冲压件推荐 2026-06-04
- 相城区制造精密冲压件预算 2026-06-04




- 江苏特色精密冲压件配送 06-05
- 高新区特色精密冲压件配送 06-05
- 高新区便宜的精密冲压模具价格 06-05
- 张家港靠谱的精密冲压模具批发 06-05
- 工业园区好的精密冲压模具品牌 06-05
- 姑苏区比较好的精密冲压模具设计 06-05
- 太仓耐用精密冲压件更换 06-05
- 工业园区特色精密冲压模具配送 06-05
- 江苏便宜的精密冲压模具品牌 06-05
- 工业园区耐用精密冲压件配送 06-05