在线磨加工主动测量仪能提高小批量多品种生产的经济性。小批量生产因换产频繁、工艺调整复杂,易导致成本上升,传统测量设备的适应性不足会加剧这一问题。在线主动测量仪通过数字化程序存储、自动参数调用等功能,可在不同品种切换时快速完成测量系统的适配,无需大量人工调试,同时通过精确控制减少试切件数量和调试时间。这种适应性使小批量生产的准备时间和成本明显降低,缩小与大批量生产的单位成本差距,让企业能更灵活地响应定制化、个性化订单需求,在多品种竞争中保持成本优势。磨加工主动测量仪通过清晰的实时数据,为操作员提供尺寸变化趋势的即时洞察,实现精确预判。四川曲轴主动测量系统价钱

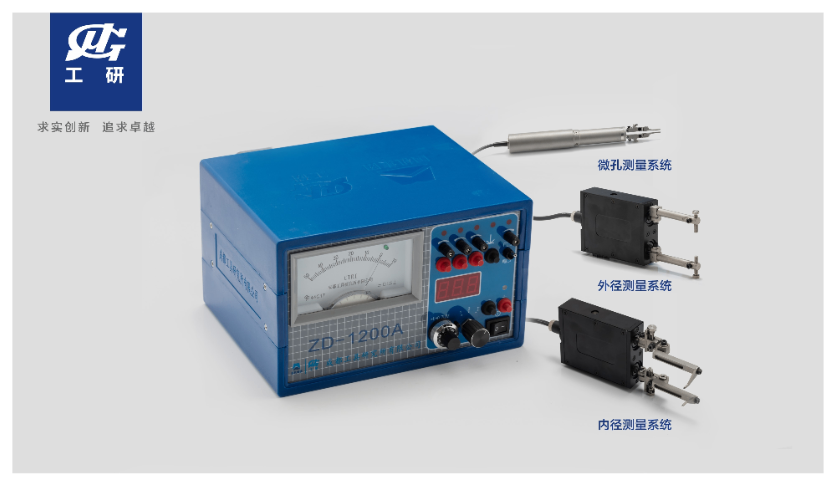
ZD系列主动测量系统凭借“测量精度高、坚固耐用、适用范围广”三大关键特点,成为精密磨削加工的理想在线检测系统。其测量精度经过长期实践验证,能精确捕捉微米级的尺寸偏差,为高精度零件加工提供可靠数据支撑,有效降低产品不合格率;在结构设计上,系统充分考虑工业加工环境的复杂性,采用高耐磨、抗干扰的优良材料与密封工艺,确保在高粉尘、高振动、高温度波动的工况下依然稳定运行,明显减少设备维修频次与费用;而其普遍的适配性,使其无需大幅改造即可与不同类型的磨削设备对接,无论是机床还是通用数控设备,都能快速融入生产流程,降低企业设备升级成本。四川曲轴主动测量系统价钱磨加工主动测量仪的探头设计精密,清洁方式简便迅速,简化日常维护。

凸轮轴磨加工主动测量仪能保障凸轮型面的尺寸精度。凸轮型面的升程、曲率半径等参数直接影响配气机构的工作性能,传统磨削中因型面复杂易出现尺寸偏差。主动测量仪通过高精度轮廓传感器实时扫描凸轮表面,持续采集型面数据并与理论轮廓比对,当检测到局部尺寸偏离公差范围时,立即反馈至磨削系统,自动调整砂轮的进给轨迹和磨削力度。这种精确控制可确保凸轮型面各部位的尺寸严格符合设计要求,避免因升程误差导致的气门开闭时间不准,为发动机配气机构的精确运行提供基础保障,同时减少因型面尺寸超差导致的返工,提升加工质量的可靠性。
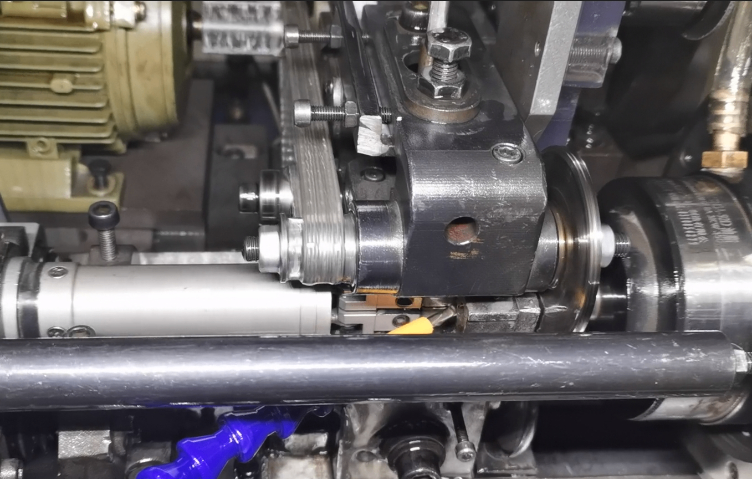
成都工具所ZD系列主动测量系统在兼容性设计上充分考虑行业多样化的加工需求,实现了与不同类型加工设备、工艺的高效适配。无论是传统数控磨床、磨削设备,还是智能化生产线中的自动化磨削单元,该系统都能通过灵活的接口设计与设备快速对接,无需大规模改造现有生产布局。针对不同加工工艺的特性,系统可灵活调整测量参数与控制逻辑,适配轴类、轴承、齿轮内孔等不同零件的精磨流程,同时兼容多种磨削方式的检测需求。此外,系统的安装调试过程便捷高效,配套的技术服务团队可提供个性化适配方案,帮助企业快速完成系统集成与投产使用,既降低了设备升级的时间成本,又保障了生产流程的连续性,充分体现了“适用范围广”背后的深层技术支撑。磨加工主动测量仪的存在使磨削加工更具智能化特点,减少对操作人员经验的依赖。
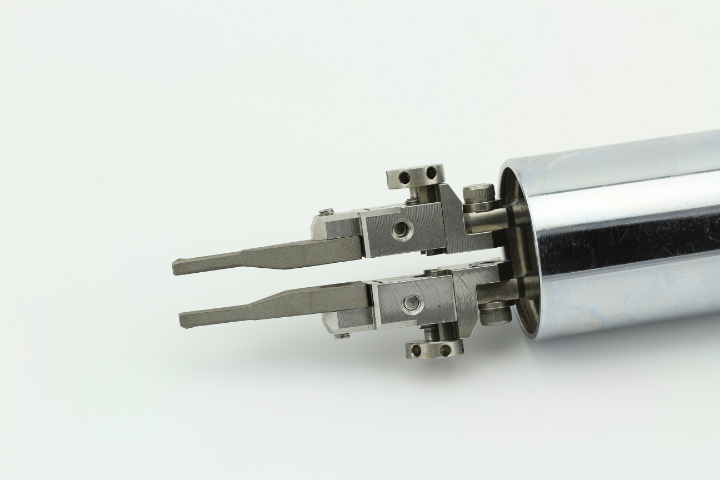
外圆磨加工主动测量仪能保障外圆表面的尺寸精度。外圆作为零件与其他部件配合的关键表面,其直径公差、圆度等参数直接影响装配精度,传统磨削中因砂轮磨损、工件热变形等因素易出现尺寸偏差。主动测量仪通过对称布置的测头实时接触外圆表面,持续采集直径数据和圆度偏差,将信息实时传输至磨削控制系统,当检测到尺寸接近公差上限时,自动降低进给速度,直至达到目标尺寸后停止磨削。这种精确控制可确保外圆尺寸严格处于设计公差范围内,避免因尺寸超差导致的配合间隙过大或过小,减少运转中的摩擦损耗和振动,为零件的稳定配合提供基础保障,同时降低因尺寸问题导致的返工率,提升加工质量的可靠性。磨加工主动测量仪的测量数据可存储于系统中,便于追溯工件的加工过程。四川内孔主动测量系统费用
稳定的供电系统是设备高性能的基础,确保了磨加工主动测量仪在长时间连续运行。四川曲轴主动测量系统价钱
前插磨加工主动测量仪能增强批量生产的一致性。批量生产中,前插坯料的初始尺寸差异、设备状态变化等因素易导致产品质量离散,传统抽检方式难以全方面控制。主动测量仪对每一件前插的全磨削过程进行连续测量,记录完整的尺寸变化曲线和关键参数,通过统计分析同一批次的尺寸偏差规律,自动微调下一批次的磨削基准和补偿值。这种批量调控能力可缩小不同前插之间的尺寸差异,确保装配时的互换性,减少因个体差异导致的整机性能波动,同时为工艺优化提供详实数据支持,提升批量生产的质量稳定性,满足规模化生产的质量管控要求。四川曲轴主动测量系统价钱