- 品牌
- 万胜紧固件,万胜非标件
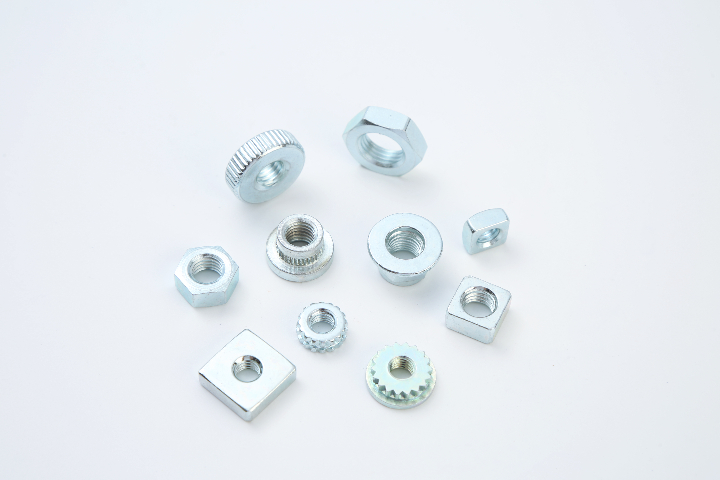
- 型号
- M3~M16
- 材质
- ML108
冷镦成型:冷镦成型是异型冷镦件制造的关键环节,其过程是将精心准备好的坯料精细地放入冷镦机的模具中,随后冷镦机的冲头以高速的冲击力作用于坯料,促使坯料在模具型腔内迅速发生塑性变形,逐步趋近并**终形成预定的形状。这一过程犹如一场精密的金属塑形舞蹈,每一个动作都需要精确把控。冷镦机的各项参数对冷镦过程的稳定性和产品质量的一致性有着决定性影响。冲头的行程决定了坯料的变形程度,需要根据冷镦件的**终尺寸精确设定;冲头的速度则影响着金属的流动特性,过快或过慢的速度都可能导致金属流动不均匀,产生缺陷,一般来说,对于大多数异型冷镦件,冲头速度把控在每秒1-5米较为适宜;压力的大小更是直接关系到坯料能否充分填充模具型腔,以及零件的密实度和强度,需根据坯料材质、模具结构和冷镦件形状等因素进行综合计算和调试确定。例如,在生产汽车底盘悬挂系统的异形连接件时,通过精确把控冷镦机的冲头行程为50mm、速度为每秒3米、压力为500吨,能够稳定地制造出符合高精度要求的产品,确保连接件在复杂工况下的可靠性。 温州万胜紧固件有限公司是一家提供异型冷镦件的公司,有想法的来电咨询。实用异型冷镦件厂家

良好的表面质量:冷镦工艺在塑造零件形状的同时,还能赋予零件良好的表面光洁度。通常情况下,冷镦件的表面粗糙度可达-μm,无需额外的表面精加工工序即可满足多数应用场景的要求。这不仅节省了生产成本,还减少了因表面处理可能带来的环境污染问题。材料利用率高:冷镦工艺通过巧妙地把控金属的塑性流动,将坯料的大部分材料分配到零件的各个部位,材料利用率通常可达到80%-90%以上。相比之下,传统的切削加工工艺由于需要切除大量的金属材料来获得所需形状,材料利用率往往较低。这种高材料利用率的特性,使得冷镦工艺在资源节约与成本把控方面具有明显优势。 天津异型冷镦件型号异型冷镦件,就选温州万胜紧固件有限公司,欢迎新老客户来电!
金属流动不均匀问题:由于异型冷镦件形状复杂,在冷镦过程中金属坯料各部位的变形程度与流动方向差异较大,容易导致金属流动不均匀,从而产生局部应力集中、零件变形缺陷等问题。为解决这一难题,模具设计时通常采用分区控制、增设导流槽等方式,引导金属均匀流动;同时,在冷镦工艺参数优化方面,通过调整冲头速度、压力分布等参数,使金属在变形过程中能够更加平稳地填充模具型腔。模具磨损与寿命问题:冷镦过程中,模具承受着极高的压力与摩擦力,尤其是对于异型冷镦件,模具的复杂型腔结构使得局部磨损更为严重,这不仅影响模具的使用寿命,还可能导致产品质量下降。为提高模具的耐磨性与寿命,一方面采用高性能的模具钢材料,并对模具表面进行氮化、镀硬铬等强化处理,以提高模具表面的硬度与抗磨损性能;另一方面,通过优化润滑条件,采用质量的润滑剂与合理的润滑方式,降低模具与坯料之间的摩擦力,减少模具磨损。
坯料准备:坯料准备环节在异型冷镦件制造中占据着举足轻重的地位,是确保后续冷镦工艺顺利实施以及产品质量达标的基础。依据所需冷镦件的材质、尺寸与性能要求,需审慎选择合适的金属材料。以高强度合金钢冷镦件为例,这类零件通常应用于对强度和可靠性要求极高的领域,如航空航天、机械装备等,因此必须选用经过严格质量检测的质量钢材,以保证其具备出色的力学性能。确定材料后,需将其加工成特定规格的坯料。这一过程涉及多种加工手段,车削能精确把控坯料的外径尺寸,使其公差把控在极小范围内;磨削则可进一步提升坯料的表面光洁度,降低表面粗糙度,减少后续冷镦过程中因表面缺陷导致的应力集中等问题。例如,在制造航空发动机异形零件的坯料时,通过高精度的车削和磨削工艺,可使坯料的尺寸精度达到微米级,表面粗糙度低至μm以下,为后续冷镦工艺提供质量的起始材料。异型冷镦件,就选温州万胜紧固件有限公司,用户的信赖之选,竭诚为您。

坯料准备:根据所需冷镦件的材质、尺寸与性能要求,选择合适的金属材料,并将其加工成特定规格的坯料。坯料的质量与尺寸精度对后续冷镦过程的顺利进行及产品质量有着重要影响。例如,对于一些高强度合金钢冷镦件,需要选用经过严格质量检测的质量钢材,并对坯料进行精确的车削、磨削等预处理,以确保其尺寸精度与表面质量符合冷镦工艺要求。模具设计与制造:模具是冷镦工艺的工具,其设计与制造的精度、质量直接决定了冷镦件的形状精度与性能。针对异型冷镦件复杂的形状特点,模具设计需要充分考虑金属在冷镦过程中的流动规律,通过优化模具的型腔结构、脱模方式等,确保坯料能够均匀、顺利地变形为所需形状。同时,模具制造过程中采用高精度的加工设备与制造工艺,如电火花加工、线切割加工等,以保证模具的尺寸精度与表面质量。异型冷镦件,就选温州万胜紧固件有限公司,用户的信赖之选,欢迎新老客户来电咨询。特点异型冷镦件配送
异型冷镦件,就选温州万胜紧固件有限公司,有想法不要错过。实用异型冷镦件厂家
汽车零部件的装配精度直接关系到整车的性能和质量。异型冷镦件在装配时,要严格按照设计要求和装配工艺进行操作。对于一些高精度配合的零部件,如发动机气门挺杆与气门导管、悬挂系统的球头销与连接座等,要采用的装配工具和设备,确保装配间隙和位置精度符合标准。在装配过程中,要对零部件进行严格的检查和测量,及时发现并纠正装配误差。同时,要注意装配顺序和操作方法,避免因装配不当导致零部件变形或损坏。此外,对于一些需要施加预紧力的连接部位,如螺栓连接,要使用扭矩扳手等工具,准确把控预紧力大小,保证连接的可靠性。 实用异型冷镦件厂家
- 制造异型冷镦件批发价格 2025-12-29
- 质量异型冷镦件冲压 2025-12-29
- 标准异型冷镦件批发价格 2025-12-28
- 湖南异型冷镦件价格 2025-12-27
- 黑龙江便宜的异型冷镦件 2025-12-27
- 重庆便宜的异型冷镦件 2025-12-27
- 云南碳钢异型冷镦件 2025-12-27
- 常规异型冷镦件厂家电话 2025-12-27
- 特点异型冷镦件服务热线 2025-12-27
- 四川本地附近异型冷镦件 2025-12-27
- 山东异型冷镦件哪家便宜 2025-12-26
- 河北非标异型冷镦件 2025-12-26

