无锡清锐泽齿轮的齿坯成型工艺分为锻造、铸造与棒料切削三大类,根据材质与应用场景进行准确选择,为后续齿形加工奠定基础。锻造齿坯采用热模锻工艺,将合金钢坯料加热至 1100~1250℃后锻压成型,使材料内部晶粒细化、组织致密,承载能力较铸造齿坯提升 30% 以上,适用于汽车、风电等重载齿轮,42CrMo...
齿轮基本参数
- 品牌
- 齿轮
- 型号
- 齿轮
齿轮企业商机
无锡清锐泽齿轮构建了以工况精细准确适配为重要的科学选型体系,通过系统化的参数匹配,确保齿轮与设备形成较好传动组合,较大化提升运行效率与寿命。选型流程首要聚焦载荷、转速与环境三大重要维度。在载荷分析上,明确区分额定扭矩与峰值扭矩,对存在频繁冲击的矿山、工程机械,优先推荐 20CrMnTi 渗碳齿轮;对平稳载荷的通用设备,则推荐 45# 钢或 40Cr 调质齿轮以兼顾经济性。转速参数直接决定精度等级,高速传动(≥3000r/min)场景必须选用 5 级以上高精度齿轮,并配合动平衡处理;而低速重载场景则可适当放宽精度要求。环境适配是选型的关键补充,潮湿或化工环境优先选用 304/316 不锈钢齿轮,高温环境(≤400℃)推荐 QAl10-4-4 铝青铜,更高温需求则适配 Inconel 718 镍基合金。为简化选型流程,公司开发了智能选型系统,可根据输入参数自动匹配齿轮类型、材质与热处理工艺。某新能源车企通过该系统选型后,传动系统能耗降低 5%,齿轮故障率从 1.2% 降至 0.3%。关于齿轮的产品介绍与使用解析!浙江质量好的齿轮24小时服务

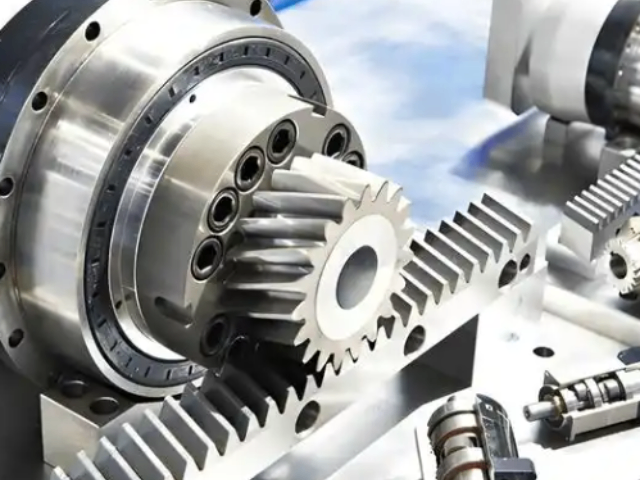
平行轴斜齿圆柱齿轮是无锡清锐泽的主力产品类型之一,其齿向与齿轮轴线呈 8°~20° 的螺旋角,齿面为螺旋面结构,啮合时采用渐进式接触方式,彻底改善了直齿齿轮的传动缺陷。该类型齿轮的重要优势在于传动平稳性与承载能力的双重提升,由于齿面逐渐接触、逐渐脱离,冲击与噪音明显降低,承载能力较直齿齿轮提高 30%~50%,传动效率可达 96%~99%,完美适配高速重载工况。无锡清锐泽对该类型齿轮采用合金钢材质与渗碳淬火工艺,表面硬度达到 HRC58-62,配合精磨加工,精度等级可达 6-5 级,进一步强化了其性能优势。但斜齿结构会产生轴向力,需配套推力轴承抵消,加工难度与成本略高于直齿齿轮。目前,该类型齿轮已广泛应用于汽车变速箱高速挡、机床主轴、大功率电机减速器等重要设备,成为工业自动化领域的主流传动部件。浙江质量好的齿轮24小时服务使用齿轮在传动过程中,斜齿轮会产生一定的轴向推力。

在某大型食品企业的奶粉罐装生产线改造项目中,无锡清锐泽的不锈钢耐腐齿轮解决了传统齿轮润滑污染与腐蚀损耗的双重难题,保障了生产过程的食品安全与高效运行。该生产线要求每分钟完成 120 袋奶粉的罐装,传动系统需在潮湿、多粉尘的环境中连续运转,且不能出现润滑油泄漏污染食品的风险,原碳钢齿轮易腐蚀、需频繁更换的问题严重影响生产效率。无锡清锐泽为其定制了 304 不锈钢材质的斜齿圆柱齿轮,采用无油自润滑结构设计,齿面经抛光与钝化处理,表面光洁度达到 Ra0.2μm,满足 FDA 认证标准。齿轮精度等级达到 6 级,配合谐波减速机实现平稳传动,运行噪音低于 65 分贝。投入使用后,齿轮系统连续运行 8000 小时无故障,磨损率几乎可忽略不计,生产线停机次数从每月 5 次减少至 0 次,罐装效率提升 15%,彻底解决了食品安全与设备维护的后顾之忧。
无锡清锐泽齿轮具备全场景耐环境特性,通过材质选型与表面处理创新,实现腐蚀、高温、粉尘等极端环境的适配。在腐蚀场景中,选用 304、316 不锈钢及超级双相不锈钢,配合氮化处理,使齿轮在 3.5% 氯离子浓度的海水中年磨损率低于 0.01mm;高温场景则采用 Inconel 718 镍基合金,可在 700℃以上环境中保持稳定性能,适配燃气轮机传动系统;粉尘与无菌场景通过 DLC 类金刚石涂层与无油润滑设计,满足食品机械、医疗设备的清洁需求。某深海勘探器项目中,其钛合金齿轮经特殊钝化处理,在水下 1000 米高压腐蚀环境中运行 3000 小时无故障;某食品罐装生产线采用 304 不锈钢齿轮后,彻底解决了润滑油泄漏污染问题,符合 FDA 认证标准。这一特性大幅拓展了齿轮的应用边界,降低了特殊工况下的维护成本。齿轮与齿条配合要点有哪些?

全流程精密控制的齿形加工工艺是无锡清锐泽保障齿轮质量的重要环节,通过多工序递进与严格的精度管控,实现从粗加工到精加工的品质跃升。粗齿加工阶段主要采用高速滚齿机,通过滚刀与齿坯的展成运动加工出初步齿形,效率高且成本可控,齿厚预留 0.15-0.2mm 加工余量,可达到 8-9 级精度。对于内齿轮、多联齿轮等复杂结构,则采用数控插齿机进行加工,其重复定位精度可达 ±0.002mm,确保了复杂齿形的成型精度。半精与精加工是提升精度的关键,针对 5 级精度齿轮,需通过数控插齿机进一步加工,使齿形公差控制在 5 级以内;若需 4 级高精度,则必须增加数控磨齿工序。磨齿过程中,通过精确控制砂轮线速度与进给量,修正齿形误差与齿向误差,使较终精度满足高中端装备需求。为进一步优化齿面质量,淬火后需进行珩齿处理,使用 HS 65-75 硬度的珩磨轮,将齿面粗糙度从 Ra 1.6μm 降至 0.4μm 以下。对精密仪器齿轮,还会增加超精研工序,采用 W1.5 粒度的研磨膏,使 Ra≤0.2μm。平行轴齿轮在动力传动领域的应用极为普遍。安徽标准齿轮工厂直销
齿轮传动效率如何计算?浙江质量好的齿轮24小时服务
无锡清锐泽金属科技有限公司的齿轮产品加工焊接工艺规范:主要采用二氧化碳气体保护焊,对焊接设备、材料、操作工都有严格要求。焊前需根据焊接位置等选择合适设备并严格检查,焊丝、二氧化碳气体都有明确标准,操作工必须持有相关资格证和上岗证。焊接过程中对焊缝周围清洁度、坡口形式等都有要求,焊接后还需进行全方面质量检验。表面处理优异质量:以喷塑工艺为例,公司制定了严格的粉末采购标准,对工件表面要求极高,抛丸后的工件表面需色泽一致,无油、无锈等。在工艺参数检查方面也十分细致,包括检查静电发生器电源、空气气压等。喷涂后采用多种设备对漆膜表面进行检测,保证涂层性能达到多项指标。特殊工序保障品质:公司在不锈钢带加工中设有特殊的刮圆边工序,也就是倒角,能够有效去除毛刺,防止卡坏模具,使产品表面更加光滑平整,这是其产品在表面质量上优于其他厂家的重要原因之一。浙江质量好的齿轮24小时服务
无锡清锐泽金属科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来无锡清锐泽金属科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与齿轮相关的文章
吉林质量好的齿轮一般多少钱
- 江西质量好的齿轮大概价格多少 2026-06-06
- 浙江标准齿轮大概价格多少 2026-06-06
- 天津国产齿轮服务热线 2026-06-06
- 吉林国产齿轮生产企业 2026-06-06
- 上海靠谱的齿轮价格咨询 2026-06-06
- 湖北质量好的齿轮价格咨询 2026-06-06
- 吉林便宜的齿轮批发价 2026-06-06
- 重庆推荐购买齿轮批发价 2026-06-06
- 重庆靠谱的齿轮生产企业 2026-06-05
- 广东国产齿轮价格咨询 2026-06-05
- 江西标准齿轮工厂直销 2026-06-05
- 上海需要购买齿轮服务热线 2026-06-05
与齿轮相关的产品

与齿轮相关的新闻
-
湖北购买齿轮24小时服务 2026-06-05 04:08:06针对特殊环境需求,无锡清锐泽重点推荐不锈钢与特种合金材质齿轮,以 304、316 不锈钢及超级双相不锈钢为基础,配合钛合金等高中端材质,实现全场景耐腐适配。304 不锈钢齿轮适用于食品包装、医疗设备等中低腐蚀场景,具备良好的耐氧化性与清洁性,经抛光处理后可满足无菌环境要求;316 不锈钢则通过钼元素...
-
重庆定制齿轮价格咨询 2026-06-05 18:07:42齿轮的齿体需要具备较高的抗折断能力,同时齿面要能承受点蚀、磨损和胶合的考验,即要求齿面足够硬,而心部保持韧性。针对不同的工况,齿轮会经过不同的热处理流程。例如,在3C和锂电自动化设备中,由于负载较轻,通常采用S45C或SUS304材料,在直接加工后进行表面处理即可,无需额外热处理。然而,对于负载较大...
-
江西质量好的齿轮订制价格 2026-06-05 18:07:42齿形精密加工是无锡清锐泽齿轮质量控制的重要环节,按精度需求分为滚齿、插齿、磨齿等多道工序,实现从粗加工到精加工的递进。滚齿工序采用高速滚齿机,通过滚刀与齿坯的展成运动加工齿形,效率高且成本低,适用于直齿、斜齿齿轮的粗加工,可达到 8-9 级精度。插齿工序则适用于内齿轮、多联齿轮等复杂结构加工,通过插...
-
广东靠谱的齿轮批发价 2026-06-05 03:07:51针对主流工业场景,无锡清锐泽重点推荐合金钢材质齿轮,以低碳渗碳钢与中碳调质钢为重要,兼顾强度与经济性。低碳合金钢如 20CrMnTi、18CrNiMo7-6,含碳量 0.15%~0.25%,经渗碳淬火后表面硬度达 HRC58-62,心部保持良好韧性,抗冲击性能优异,适用于汽车变速箱、工程机械等中高速...
与齿轮相关的问题
新闻资讯
产品推荐
-
吉林便宜的齿轮批发价
2026-06-06 -

安徽便宜的轴承工厂直销
2026-06-06 -

江西需要购买轴承一般多少钱
2026-06-06 -
江苏便宜的轴承大概价格多少
2026-06-06 -

吉林标准轴承价格咨询
2026-06-06 -
安徽定制轴承询问报价
2026-06-06 -
重庆推荐购买齿轮批发价
2026-06-06 -

安徽购买轴承工厂直销
2026-06-06 -
重庆推荐购买轴承批发价
2026-06-06