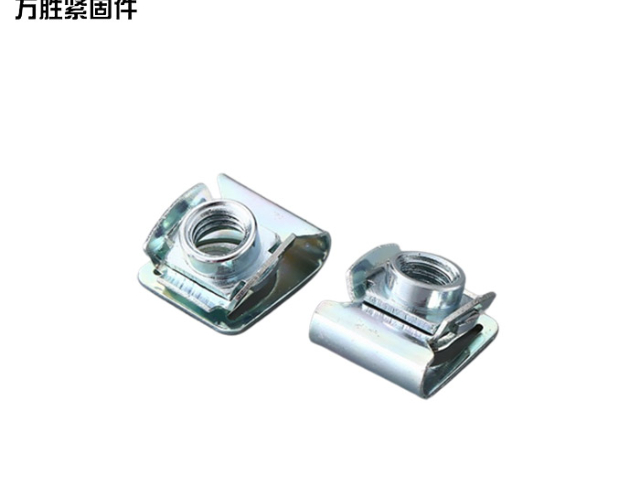
- 品牌
- 万胜紧固件,万胜非标件
- 型号
- M3~M8
- 材质
- 65Mn
夹片螺母的定制时间通常在4-8周左右,具体取决于需求的复杂程度、模具制作难度以及生产数量等因素,以下是具体介绍:需求沟通阶段:客户与加工厂家进行深入沟通,明确夹片螺母的具体要求,包括材料、尺寸、形状、功能等,这一过程可能需要几天到一周的时间,具体取决于客户需求的复杂程度和加工厂的响应速度。设计阶段:在确认需求后,设计团队会根据客户要求进行夹片螺母的设计,通常需要1-2周的时间。设计师会利用软件进行建模,并生成相关的技术图纸,设计的精确度直接影响到后续的加工效果。模具制作阶段:对于需要批量生产的夹片螺母,可能需要制作模具,这一过程一般需要2-4周的时间。模具的质量和制作时间将直接影响到后续的生产周期。 温州万胜紧固件有有限公司为您提供夹片螺母,欢迎您的莅临。制造夹片螺母厂家

场景特化:针对恶劣环境或特殊需求的防护与适配除基础紧固与便捷安装外,夹片螺母还可通过材质升级(如不锈钢夹片)或结构优化,满足恶劣环境或特殊功能需求,拓展连接的“适应性”与“耐久性”:恶劣环境下的连接防护(防腐蚀、防震动):在户外、潮湿、化工等易腐蚀或高震动场景中,夹片螺母的夹片与主体可采用不锈钢、镀锌等防腐材质,同时夹片的锯齿结构能增强与基材的咬合力度,抵抗长期震动导致的螺纹松动。例如户外光伏支架的连接——光伏板需长期暴露在风雨中,不锈钢夹片螺母既能防止雨水锈蚀,又能通过夹片固定避免支架因风力震动导致的连接松动。对脆弱基材的“无损连接”:在玻璃、陶瓷、复合材料等脆性基材的连接中,夹片螺母的夹片可采用软质金属(如铜夹片)或包裹橡胶层,避免拧紧时的局部压力损坏基材,同时夹片的面接触设计能分散受力。例如实验室设备中,玻璃仪器与金属支架的连接,铜夹片螺母可在固定玻璃件的同时,防止玻璃因受力不均破裂。 通常夹片螺母供应夹片螺母,就选温州万胜紧固件有限公司,用户的信赖之选,竭诚为您。

螺纹加工滚丝工艺:滚丝是一种螺纹加工工艺,通过滚丝轮对已成型的螺母坯料进行挤压,使金属材料流动形成螺纹。滚丝加工出的螺纹表面粗糙度Ra≤μm,螺纹精度可达6H/6g级,能与标准螺栓实现良好的配合,确保在拧紧过程中无卡滞现象。同时,滚丝工艺能保证螺纹牙型完整,无断牙、缺牙等缺陷,提高了螺纹的强度和使用寿命。攻丝工艺:攻丝工艺适用于一些复杂孔位或对螺纹精度要求相对较低的情况。在攻丝过程中,需要精确把控攻丝深度,一般要求螺纹深度≥螺栓直径的倍,以确保螺栓与螺母之间有足够的啮合长度,从而提供可靠的紧固力。无论是滚丝还是攻丝,都要求螺纹孔与夹片的中心线同轴度≤,以避免螺栓在拧紧过程中出现倾斜,导致受力不均,影响连接的可靠性。
总结:弹性与强度的关系本质夹片材质的弹性与强度,本质是“材料抵抗形变能力”的两个维度:弹性决定了“形变能否复原”(保证夹紧力不衰减);强度决定了“形变时是否损坏”(保证夹片不失效);二者通过材料成分(如弹簧钢含碳量、不锈钢含镍铬量)和加工工艺(如热处理、冷加工)形成动态平衡,选择时需围绕夹片的“工作应力区间”——让材质的弹性极限覆盖实际夹紧应力,同时让屈服强度高于可能的峰值应力(如冲击、振动产生的额外应力),即可实现“夹紧稳定且不易损坏”的目标。 夹片螺母,就选温州万胜紧固件有限公司,用户的信赖之选,欢迎新老客户来我司。

夹片螺母的结构特性决定了其适用范围,需避免在不匹配场景中使用,否则易引发安全问题:适用场景(优势发挥)薄型板材/型材连接:如家具板材(板式家具)、设备外壳(薄钢板)、铝合金框架(如展示架);无需焊接/打孔的临时连接:如需要后期拆卸的结构(夹片螺母可重复使用,拆卸后板材无损伤);非高频震动场景:如静态固定(如墙面挂件、货架层板)。禁用场景(规避)承重过大的结构:如吊顶龙骨、重型设备底座(夹片螺母的夹持力有限,承重过大会导致夹片脱开);高频震动环境:如电机外壳、机械设备运动部件(震动会导致螺栓松动,需搭配防松垫圈或改用防松夹片螺母);高温环境(>200℃):普通碳钢/铝合金夹片螺母在高温下会失去弹性,夹片松弛,需选耐高温材质(如高温合金夹片螺母)。夹片螺母,就选温州万胜紧固件有限公司,有想法可以来司我咨询。广西夹片螺母推荐
温州万胜紧固件有公司致力于提供夹片螺母,竭诚为您。制造夹片螺母厂家
连接稳定性:抗振动、防松性能优于普通螺母(部分类型)针对“振动环境”(如机械设备、交通设备),部分夹片螺母通过结构优化提升防松能力:弹性夹片的“持续夹紧力”:夹片的弹性会对螺栓/型材产生持续的预紧力,即使在振动环境中,也能减少螺母与螺栓的相对位移,避免螺纹松动;对比普通螺母:普通螺母若未加弹垫,长期振动易出现松动,需定期检查拧紧;而带弹性夹片的夹片螺母,防松效果可提升30%以上(根据第三方测试数据),适用于风机、轨道交通设备等高频振动场景。 制造夹片螺母厂家
- 质量夹片螺母批量定制 2025-12-05
- 中国香港制造夹片螺母 2025-12-04
- 国内夹片螺母厂家批发价 2025-12-03
- 有哪些夹片螺母直销 2025-12-03
- 河北夹片螺母推荐货源 2025-12-03
- 新疆夹片螺母市面价 2025-12-03
- 重庆便宜的夹片螺母 2025-12-03
- 海南夹片螺母怎么样 2025-12-03
- 河北本地附近夹片螺母 2025-12-02
- 河北夹片螺母哪家便宜 2025-12-02
- 北京夹片螺母公司 2025-12-02
- 黑龙江夹片螺母诚信合作 2025-12-02