- 品牌
- 卓长机械
- 型号
- P392
4恩派克轴承盖拉码的使用按照图2所示进行使用。同时参考第6页上的图7。将拉码腿和臂定位并逐渐加压将零件拔出。5交叉定位拉码的使用拔出:油缸必须位于开槽的十字横梁上方。定位拉码腿和调整螺杆,逐渐施加压力将零件拔出。推进:按照图3所示进行使用。注意油缸必须位于开槽的十字横梁下面。定位拉码腿和调整螺杆,逐渐施加压力将零件拔出。6轴承拉码附件的使用轴承拉码配件可以如下面的图4和第6页上的图6中所示与十字头拉码结合使用。液压缸安装时必须确保活塞杆轴线与负载运动方向严格对中,避免偏载导致密封件异常磨损或活塞杆弯曲变形。进口HORNIPAC液压工具油缸HML1004

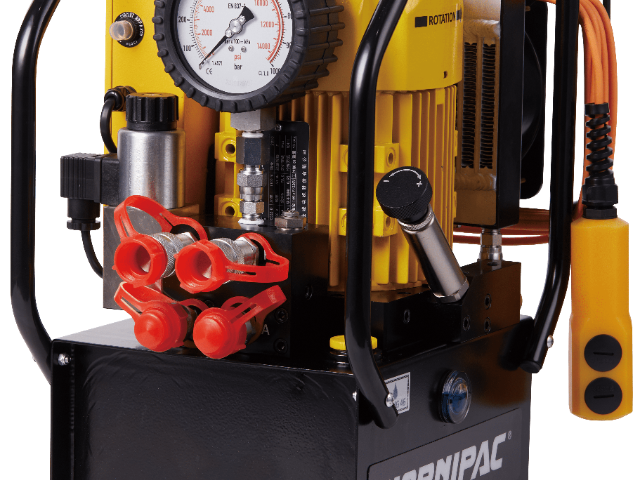
、气动泵的工作原理**机制:气动泵通过压缩空气驱动活塞或隔膜往复运动,将气压能转化为机械能,进而推动液体输送。其工作循环分为吸气(气体膨胀)和排液(气体压缩)两个阶段。关键组件:气源:提供压缩空气(通常压力为0.2~0.8MPa)。控制元件:如换向阀,通过气压信号切换气流方向,实现活塞/隔膜的往复运动。驱动机构:多为气动马达或活塞装置,将气压转化为线性或旋转运动。工作机构:包括隔膜、活塞或齿轮等,直接接触介质并完成输送。自吸能力:部分气动泵(如隔膜泵)具有自吸功能,无需灌泵即可抽吸液体,适合间歇操作或高粘度介质。安全特性:无电火花设计,符合ATEX防爆标准,适用于易燃易爆环境。HORNIPAC液压工具千斤顶HMSX6008标准化接口设计便于与各类液压泵站连接,系统兼容性强。

注意:不要让切割器空操作。新的刀头和切割器头刀刃会在**次切割物体后发生轻微卷曲,产成毛边。这个毛边在切割时会消失。在**次切割前伸出刀头也会在刀头上生成毛边。如没有物体将毛边除去,刀头和切割头会卡在一起,切割器将不能缩回。为纠正这种情况,刀头必须卸掉。卸掉刀头螺钉和刀头。打开切割器头锁拴。用一块磨石去除刀具的毛边。沿着刀具平的一面(不是刀刃一面)移动磨石。保持磨石水平并平行于刀具。小心不要在刀具和头剪之间生成裂口。
注意:Teflon密封带在10000PSI系统中是一种极好的密封材料,但是如果使用不当密封材料碎屑会进入液压系统。螺纹的**圈不能被密封带覆盖,确保**圈完全外露。警告:系统要安装压力表。因为泵本身不带溢流阀,所以必须通过压力表监测系统压力。1.2恩派克Enerpac钢管连接1、顺时针旋转关闭泵上卸荷阀,只允许用手拧;2、使用额定压力为40000PSI的钢管和管接头,将管子端部放入密封螺母的孔内,拧上反牙螺纹套筒;3、将管子端部安装在泵的出油口,拧紧密封螺母,但不能用力过度(见图1);4、用户将管子连接到自己设备上时,请参考图2加工管子接口。液压泵结构紧凑功率密度高,在有限空间内即可提供强大动力输出。

恩派克ENERPAC的BRC油缸与推力油缸不同,如果力作用向油缸基座方向,活塞杆产生一个拉的作用。所有单元都具有基座、外环。和活塞杆端口螺纹以安装多种附件和附加装置包括加长件、鞍座和链条等。恩派克ENERPAC的BRC油缸安装步骤:1、进行液压连接。使用带有卸荷阀或三通阀的泵和一根软管。用手足已紧固所有接头。松开的快速接头连接处将阻碍油液在油缸和泵之间流动。2、排出系统中的空气,将油缸放于低于泵的位置且接头向上,全行程伸出和回缩油缸2到3次。在受压工况下,必须校核活塞杆的稳定性,必要时选用加强型液压缸或增加导向支撑结构。进口液压工具油缸CLL3002
液压油缸标准化程度高,维修更换方便,可大限度减少设备停机时间。进口HORNIPAC液压工具油缸HML1004
恩派克的Enerpac的EP/BHP系列拔轮器可由人工或液压操纵,拔轮器包括一个笼式框架(零件1),钳爪(零件2),爪头连接件(零件3),锁定销(零件4),T形手柄(零件5),中心螺杆(零件6)和一个卡簧(零件7)。笼式框架能把拔轮器钳爪安全地固定在任何位置。操作,闭合,锁紧和对齐钳爪通过转动T形手柄完成。对于恩派克的Enerpac液压式拔轮器,中心螺栓被油缸替代。100吨拔轮器附带一个手推电动吊车,使恩派克的Enerpac拔轮器能提升到1.5米的高度。进口HORNIPAC液压工具油缸HML1004


- 进口液压工具油缸CLL4002 2026-06-15
- 美国霍尼派克液压工具千斤顶HMS55 2026-06-15
- 液压工具油缸HMSX10010 2026-06-14
- 美国恩派克液压工具电动液压泵ZE3208 2026-06-14
- 霍尼派克液压工具电动液压泵HE4010MV43WR 2026-06-14
- 霍尼派克液压工具电动液压泵 2026-06-14
- 进口HORNIPAC液压工具油管HC7220 2026-06-13
- 美国HORNIPAC液压工具千斤顶HMS2510 2026-06-13